|
|
Категория:
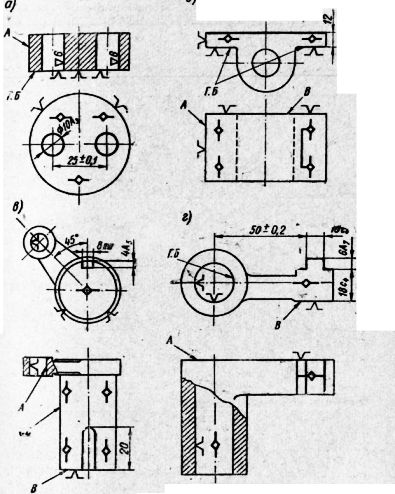
Приспособление для механической обработке Обычно деталь устанавливается в приспособление двумя или тремя поверхностями (базами). Однако значимость их неодинакова. Среди них всегда выделяется одна — главная установочная база. Деталь, поставленная этой базой в приспособление, получает почти полную ориентировку, лишаясь трех или четырех степеней свободы. Остальные базы будем называть дополнительными установочными базами. Если деталь устанавливается только одной базой, то она и будет выполнять роль главной установочной базы. Главную базу выбирает конструктор приспособления. Иногда это делает технолог при разработке операционного эскиза, указывая значками тип установочного элемента, используемого для установки каждой базы. За главную установочную базу предпочтительно брать ту поверхность, которая обеспечивает детали устойчивое положение при установке ее в приспособление даже одной этой поверхностью. Этим требованиям наиболее полно отвечает плоская поверхность детали, располагающаяся на операции снизу и обладающая достаточной протяженностью. Если у детали нет такой поверхности, тогда в качестве главной установочной базы выбирают другую поверхность достаточной протяженности: либо боковую плоскость, либо цилиндрическое отверстие, либо цилиндрическую наружную поверхность. При выборе главной базы необходимо учитывать точность исходных размеров и допускаемых отклонений расположения обрабатываемой поверхности. Поэтому за главную базу следует принимать по возможности ту поверхность, от которой заданы наиболее точные исходные размеры (или наименьшие отклонения расположения). На первой операции, когда у заготовки еще нет ни одной обработанной поверхности, за главную базу приходится принимать необработанную поверхность. На последующих операциях в качестве главной установочной базы стремятся выбирать обработанные поверхности детали и по возможности обработанные точно и с наименьшей шероховатостью. Рассмотрим несколько примеров, иллюстрирующих выбор главной установочной базы. На рис. 1, а дан операционный эскиз детали для обработки двух отверстий диаметром 10А3. Для обеспечения заданных размеров достаточно двух баз: цилиндрической поверхности А и плоскости ГБ. Кстати сказать, в данном случае невозможно выбрать третью базу, так как у детали нет поверхности, которую можно было бы принять за третью базу. Из двух установочных баз за главную следует принять нижнюю плоскость ГБ, при установке на которую деталь будет занимать устойчивое положение, лишаясь трех степеней свободы. Еще двух степеней свободы деталь будет лишаться при установке до полнительной базой А. Следовательно, у детали останется одна степень свободы — возможность поворачиваться относительно оси цилиндрической поверхности А.
Рис. 1. Выбор главной установочной базы. На рис. 1, б приведен операционный эскиз детали для обработки верхней плоскости в размер 12 мм от плоскости ГБ. Для установки детали технолог выбрал три базы — три плоскости: А, В и ГБ. За главную базу следует принять нижнюю плоскость ГБ, имеющую два участка. Деталь при установке тремя базами лишается всех шести степеней свободы, причем при установке главной базой ГБ деталь лишается трех степеней свободы, приобретая устойчивое положение. В данном случае заданный размер 12 мм обеспечивается путем установки детали только одной главной базой. На рис. 1, в дан операционный эскиз детали для фрезерования шпоночного паза. Для установки детали технолог выбрал три базы: ранее обработанные наружную цилиндрическую поверхность ГБ, отверстие А и торец В. Учитывая, что среди выбранных баз у детали нет обработанной плоскости, располагающейся снизу, за главную базу целесообразно принять ранее обработанную цилиндрическую поверхность ГБ, имеющую достаточную протяженность. При установке главной базой ГБ деталь будет лишаться четырех степеней свободы. Кроме того, при установке каждой из дополнительных баз А и В она будет лишаться еще по одной степени свободы, при этом получение размера 4А5 и симметричность расположения паза относительно оси поверхности ГБ обеспечиваются установкой детали главной базой ГБ, размер 20 мм — установкой детали дополнительной базой В, а угол 45° — дополнительной базой Л. На рис. 1, г показан операционный эскиз детали для обработки ступенчатой поверхности, заданной размерами 50±0,2, 10С4, I8C4 и 6А7. Для установки детали технолог выбрал три базы: ранее обработанное отверстие ГБ и две плоскости А и В. Так как среди выбранных баз также нет плоскости необходимой протяженности, располагающейся снизу, то за главную базу целесообразно принять цилиндрическое отверстие ГБ достаточной длины. При установке главной базой ГБ деталь лишается четырех степеней свободы, а двух остальных — при установке дополнительными базами А и В, при этом получение размера 50±0,2 обеспечивается при установке детали главной базой ГБ, а размер 18С4— дополнительной базой В. Получение размеров 10С4 и 6А7 от приспособления не зависит. Главную установочную базу необходимо выделять и отличать от дополнительных потому, что методы их установки принципиально отличаются. Например, если в качестве баз на операции используются два отверстия, причем одно из них принято за главную базу’, то метод его установки будет принципиально отличаться от метода установки второго отверстия, играющего роль дополнительной базы. Вместе с тем для разных деталей может быть использован один и тот же метод установки главной базы, если в качестве ее у всех деталей приняты одинаковые по форме поверхности. Таким образом, метод установки главной базы определяется в основном ее формой. Например, если у совершенно разных деталей в качестве главной установочной базы используется нижняя плоскость, то при проектировании приспособлений для всех деталей может быть использован один и тот же метод установки плоскости — на две опорные пластины. В связи с этим представляется возможным рассматривать типовые методы установки главной базы определенной формы безотносительно к форме и размерам детали. А так как круг поверхностей, используемых в качестве главной базы, ограничен по существу тремя видами поверхностей — плоскость, цилиндрическое отверстие и цилиндрическая наружная поверхность, то задача значительно упрощается. Ниже рассматриваются типовые методы установки детали с главной базой в виде плоскости, отверстия и цилиндрической наружной поверхности. Несмотря на то что для каждой формы главной базы будет рассмотрено несколько типовых методов ее установки, каждый из которых широко распространен, в конкретном случае часто приемлем только какой-то один. Это объясняется конкретными условиями данной операции (расположением детали, точностью исходных размеров и т. д.). Реклама:Читать далее:Методы установки детали с главной базой, имеющей форму плоскостиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|