|
|
Категория:
Металлорежущие станки Далее: Зажимные устройства станков Головки с подвижными корпусами применяются на станках, предназначенных для обработки более крупных деталей. В механизмах подач этих головок используются кулачковые механизмы с пространственными кулачками, электромеханические приводы с винтом и гайкой, гидравлические приводы. Приводы с кулачковыми механизмами находят сравнительно небольшое применение, так как для каждой технологической операции необходимо изготовлять специальный кулачок; без значительного усложнения привода трудно исключить большие потери времени на холостые ходы и обеспечить получение больших усилий подачи, необходимых при одновременной работе большим числом инструментов. Наибольшее распространение получили головки с электромеханическим и гидравлическим приводами.
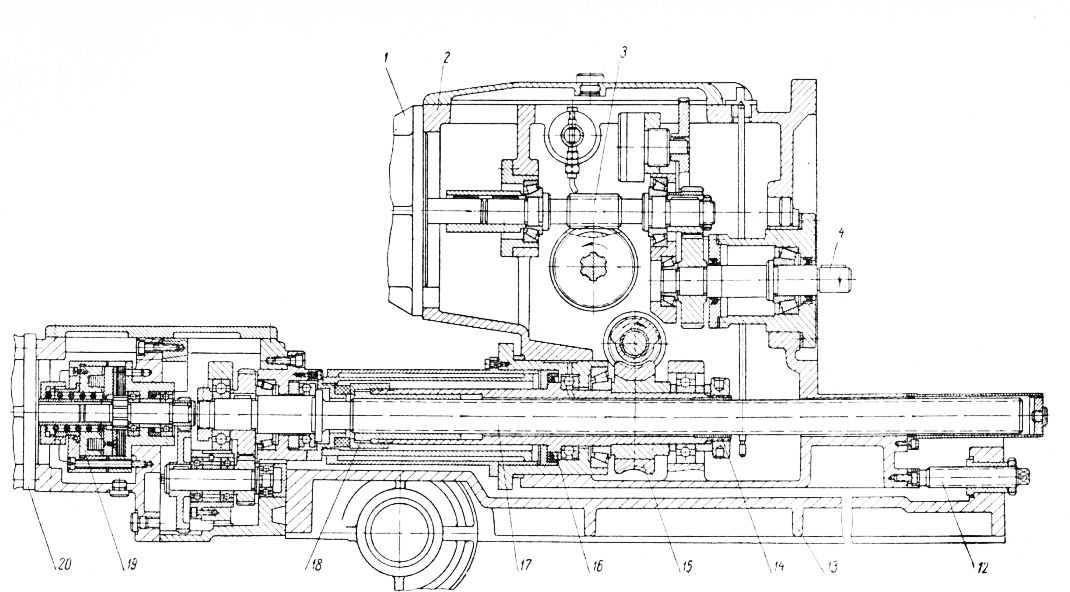
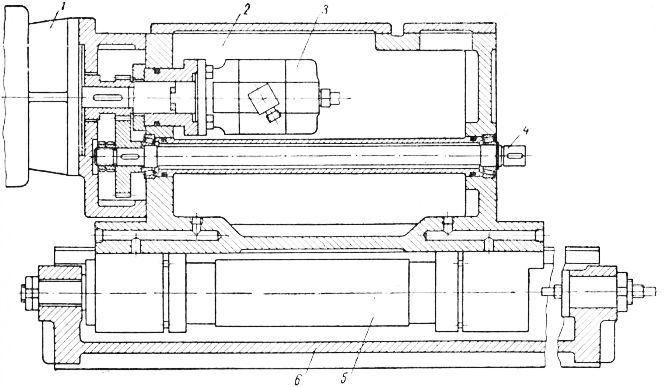
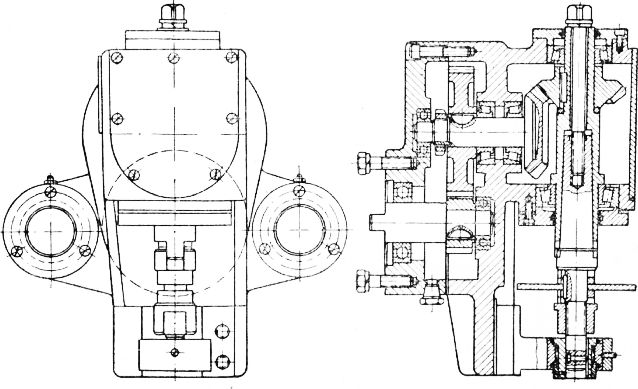
Рис. 1. Головка с электромеханическим приводом. Головки с электромеханическим приводом. Головки с электромеханическим приводом различных типоразмеров выпускаются Минским заводом автоматических линий. Корпус головки перемещается по направляющим плиты. Фланцевый электродвигатель сообщает движение валу, от которого получают вращение шпиндели шпиндельной коробки, прикрепляемой к торцу подвижного корпуса. От червяка привода главного движения заимствуется движение рабочей подачи. При быстрых ходах привод подачи получает движение от электродвигателя. При рабочих ходах вращение получает вращающаяся гайка, представляющая собой гильзу, в которой жестко закреплена гайка и может смещаться в осевом направлении гайка, служащая для устранения зазора в паре винт-гайка. На гильзе жестко закреплена червячная шестерня. Червячная шестерня может получать вращение от червяка через одну из двух различных кинематических цепей, которые включаются электромагнитными муфтами. Электромагнитные муфты сцепляют вал червячного колеса либо с приводным валом сменных шестерен, либо — сменных шестерен. С помощью сменных шестерен можно настроить две различные подачи, автоматически переключаемые в течение цикла. От сменных шестерен вращение передается валу червяка, зацепляющегося с червячным колесом. Червяк связан с валом предохранительной фрикционной муфтой. Во время рабочей подачи винт удерживается электромагнитным тормозом. Тормоз включается пружиной, и выключается при подаче тока в обмотку муфты. Всеми переключениями в процессе осуществления автоматического цикла управляют упоры, закрепленные в пазу неподвижного основания, воздействующие на путевые переключатели. При точном останове перемещение корпуса ограничивается жестким упором. Головки с гидравлическим приводом. В агрегатных головках преимущественно используется привод с дроссельным регулированием. Для повышения к. п. д. привода и уменьшения нагрева масла в гидроприводах агрегатных головок применяются сдвоенные лопастные насосы. При рабочих ходах включается один, при быстрых — оба насоса. Для получения быстрых ходов применяются схемы с дифференциальными цилиндрами. Одна из схем агрегатной головки была рассмотрена выше. Корпус подвижной головки перемещается, так же как в предыдущей конструкции, по направляющим неподвижной плиты. Фланцевый электродвигатель сообщает вращение приводному валу и лопастному насосу. Резервуар для масла располагается внутри корпуса головки. К корпусу головки прикрепляется цилиндр, шток которого связан с неподвижной плитой. Вся аппаратура управления монтируется в корпусе головки. Упоры, переключающие конечные выключатели и гидравлические аппараты, размещаются в пазах плиты или подвижного корпуса. Наряду с самодействующими агрегатными головками, которые располагают собственным приводом подач и аппаратурой управления, применяются также несамодействующие агрегатные головки с гидравлическим приводом. В этом случае в головке описанной выше конструкции помещается только поршневый гидравлический двигатель, а система питания и гидроаппаратура представляет собой отдельный агрегат. Несамодействующие головки более компактны. В последнее время в практике станкостроения начинают находить применение самодействующие столы, которые отличаются от самодействующих головок тем, что вместо подвижного коробчатого корпуса они имеют плоский подвижной стол, на котором могут устанавливаться либо различные шпиндельные бабки, либо обрабатываемые детали.
Рис. 2. Головка с гидравлическим приводом.
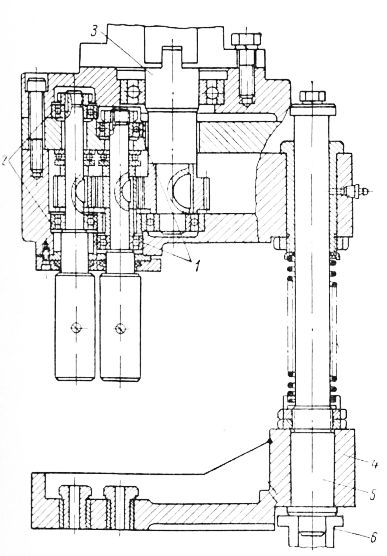
Рис. 3. Насадка с фланцевым креплением к подвижной гильзе. Шпиндельные насадки и коробки. Шпиндельные насадки головок с подвижными гильзами закрепляются на конце гильзы. Способ крепления насадки определяется конструкцией конца подвижной гильзы. Если гильза имеет гладкий конец, то хвостовик насадки с центрирующим отверстием выполняется в форме стяжного хомута, который зажимается на конце гильзы. Значительным распространением пользуется фланцевое крепление. Корпус насадки прикрепляется болтами к фланцу подвижной гильзы. Ведущий валик связан торцовым выступом с приводным валом головки. Так как расстояние между осями шпинделей мало, то подшипники шпинделей сдвинуты друг относительно друга в осевом направлении. К корпусу насадки на скалке подвешена кондукторная плита с кондукторными втулками для направления режущего инструмента. При опускании гильзы с насадкой кондукторная плита фиксируется втулками зажимного приспособления. При дальнейшем движении гильзы сжимаются пружины, расположенные между корпусом насадки и кондукторной плитой.
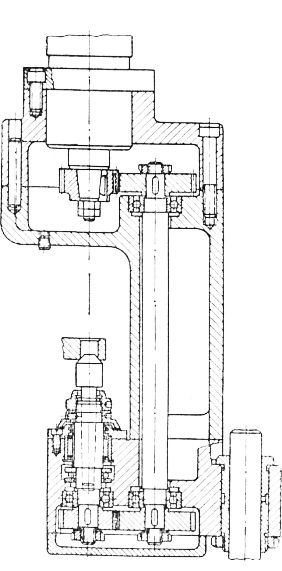
Рис. 4. Насадка с выносным шпинделем.
Рис. 5. Насадка для фрезерных работ. Аналогичную конструкцию имеют шпиндельные коробки головок с подвижными корпусами. Для выполнения операций, которые требуют подвода инструмента с внутренней стороны, применяются насадки с вынос ыми шпинделями. Для выполнения на агрегатных станках различного рода фрезерных работ применяются насадки со шпинделями, расположенными перпендикулярно к направлению перемещения гильзы или корпуса. Насадка, показанная на рис. 5, прикрепляется к фланцу гильзы и для повышения жесткости поддерживается двумя штангами, прикрепленными к торцу корпуса головки, которые входят в отверстия корпуса насадки. Расположение шпинделей насадок и шпиндельных коробок определяется характером выполняемых технологических операций. Сами шпиндельные узлы и ряд деталей передач также нормализованы. Реклама:Читать далее:Зажимные устройства станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|