|
|
Категория:
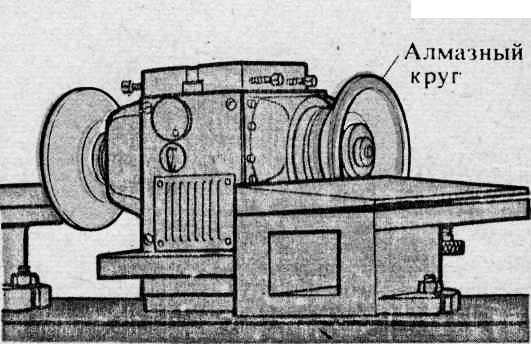
Токарное дело Токарные резцы изготовляют на специализированных инструментальных заводах или в инструментальных цехах машиностроительных заводов. Державки (стержни) для резцов изготовляют из стали 45 свободной ковкой, горячей штамповкой или литьем в точных (оболочковых) формах. Державки для резцов с прямой головкой нарезают из проката прямоугольного сечения. Технологическая схема изготовления твердосплавных резцов: Алмазную заточку выполняют на станках с охлаждением зоны заточки специальной жидкостью. Алмазная заточка обеспечивает высокую стойкость инструмента. После заточки твердосплавные резцы подвергают доводке (без охлаждения) на алмазных доводочных кругах. Алмазную доводку выполняют на доводочном станке, имеющем подшипники, обеспечивающие минимальное биение шпинделя. Окружная скорость алмазного круга 20—25 м/с. Твердосплавные резцы, подлежащие доводке, должны иметь такие углы режущей кромки, чтобы алмазный круг работал только по пластинке и не касался державки резца, иначе круг будет быстро «засаливаться». Державку затачивают предварительно под углом ад=а + 3°, пластинку затачивают под углом а, а фаску по задней поверхности доводят алмазным кругом на ширину Ъ= 1-Н ,5 мм под углом аф= =а—2°.
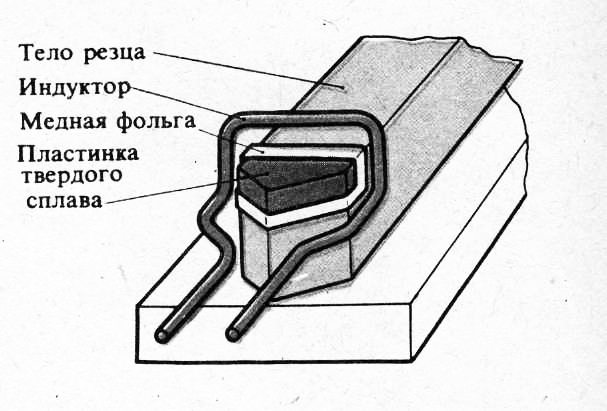
1. НАГРЕВ ГОЛОВКИ РЕЗЦА В ИНДУКТО-i0 * РЕ ТВЧ ПЕРЕД НАПАИВАНИЕМ ПЛАСТИНКИ
Алмазная доводка позволяет получить на режущей кромке и трущихся поверхностях резца шероховатость поверхности десятого — одиннадцатого класса, обеспечивает высокую остроту режущей кромки и повышает долговечность резца в 1,5—2 раза.
2. СТАНОК ДЛЯ АЛМАЗНОЙ ДОВОДКИ РЕЗЦОВ
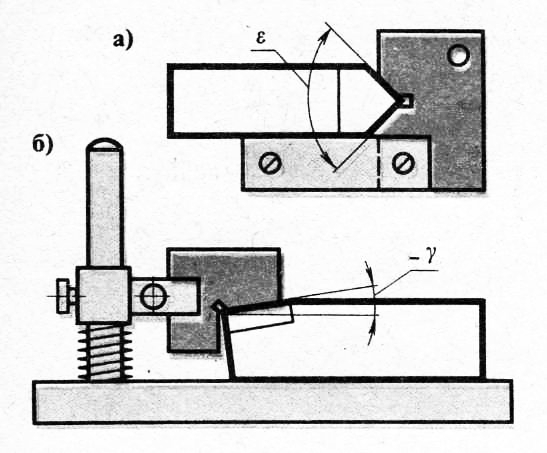
3. КОНТРОЛЬ ГЕОМЕТРИИ РЕЗЦА ШАБ-ЛОНАМИ:
После заточки геометрию резца контролируют шаблонами, которые удерживают в руке или закрепляют в специальной стойке , специальными приборами или универсальными угломерами. Реклама:Читать далее:Резцы с механическим креплением многокромочных пластинок твердого сплаваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|