|
|
Категория:
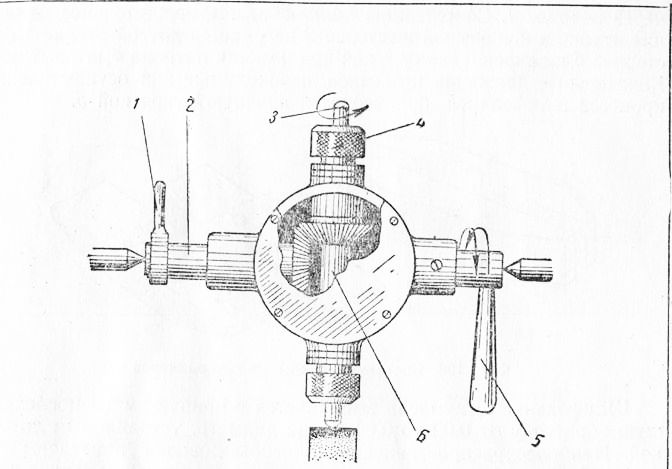
Слесарно-инструментальные работы Далее: Изготовление калибров-скоб Выполнение самых ответственных операций по изготовлению неполных калибров-пробок и штихмасов производится слесарем-инструментальщиком. Доводка неполных пробок ведется в слесарных тисках плоским притиром, которому сообщают качательное движение по дуге. Для предварительной доводки применяется электрокорундовый микропорошок М10—М14 в смеси с керосином, а для окончательной — тонкая паста ГОИ, нанесенная на стеклянный притир. Операция считается правильно выполненной, если размеры пробки, измеренные в трех равномерно расположенных диаметральных сечениях, находятся в пределах допуска. Штихмасы лучше всего изготовлять из холоднотянутой калиброванной стали соответствующего диаметра. В этом случае технологический процесс ограничивается отрезкой стали по длине, обточкой торцов по сфере, термической обработкой, шлифованием, доводкой торцов и заканчивается маркировкой готового калибра. Наибольшую сложность при изготовлении штихмаса представляют операции шлифования и доводки торцов. Прошлифовать торцевые поверхности штихмаса можно на круглошлифовальном станке, применив специальное приспособление. Продольная ось приспбсобления получает постоянное движение от шпинделя станка через поводок. Сообщенное, таким образом, вращательное движение втулке и конической шестерне передается другой втулке с шестерней и закрепленному в ней при помощи патрона штихмасу. Качательные движения штихмаса, необходимые для осуществления процесса шлифования, производятся вручную рукояткой.
Рис. 1. Приспособление для шлифования штих-масов.
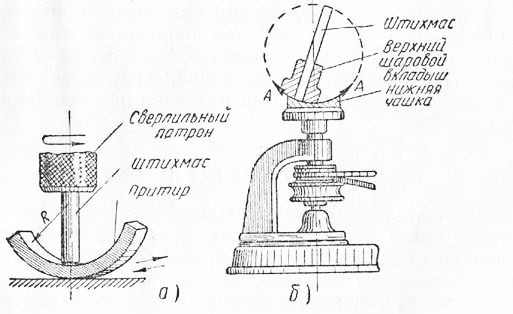
Рис. 2. Доводка штихмасов
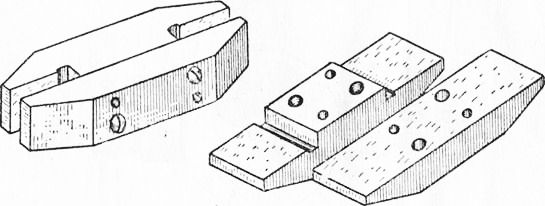
Рис. 3. Составные скобы малых размеров.
Шлифование штихмасов выполняется с припуском на последующую обработку от 0,02 до 0,04 мм на диаметр, устраняемым доводкой. Первый из них осуществляется на сверлильном станке притиром, представляющим внутреннюю часть разрезанного чугунного кольца и имеющим диаметр, равный удвоенному радиусу сферы штихмаса. Второй способ доводки является более совершенным и осуществляется сферическим чашечным притиром, изготовленным также из чугуна. В верхнем шаровом вкладыше доводочного приспособления сделано отверстие, равное диаметру стержня штихмаса. При доводке нижняя чашка вращается вокруг вертикальной оси, а верхний вкладыш медленно перемещается в направлении стрелок А. Реклама:Читать далее:Изготовление калибров-скобСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|