|
|
Категория:
Производство конструкций из дерева Технологический процесс изготовления пневматических конструкций начинается с раскроя материала оболочек. Для цилиндрических оболочек вырезают прямоугольные заготовки с учетом анизотропии пленочно-тканевого материала. Так как прочность материала по основе больше, чем по утку, направление основы в заготовке должно совпадать с направлением действия наибольших усилий в оболочке. Учитывается, кроме того, разная деформатив-ность материала по основе и по утку, чтобы сохранить заданную геометрическую форму оболочки. Для оболочек, имеющих цилиндрическую торцовую часть, материал раскраивают по схеме развертки поверхности торца. При раскрое полотнищ для сферических оболочек используют в основном два метода — меридиональный и широтно-меридиональный. Меридиональный метод раскроя заключается в замене сферической поверхности плоскими треугольными элементами, которые выкраиваются либо из целого куска материала, либо составляются из трепецеидальных отрезков. Раскрой производят с учетом анизотропии материала, чтобы основа ткани заготовки располагалась в направлении действия наибольших усилий. Способ раскроя полотнищ оказывает большое влияние на расход материала и протяженность швов. Более экономичные оболочки получаются при раскрое полотнищ на трапецеидальные отрезки, поскольку полотнища материала имеют сравнительно небольшую ширину 0,9… 1,5 м. Элементы, образующие поверхность пневматической оболочки, соединяют клеевыми, клеепрошивными и сварными швами. Эти соединения выполняют только в заводских условиях. Кроме того, применяют монтажные швы (петлевые, катенарные, накладные, застежки-молнии и др.), которые служат для соединения тамбуров, анкерных устройств и т. п. Клеевые и клеепрошивные швы наиболее часто применяют для соединения элементов из прорезиненных тканей. В качестве клеев используют композиции на основе синтетических и натурального каучуков горячего и холодного отверждения. Клеи холодного отверждения образуют менее прочные соединения, поэтому их применяют в малонапряженных конструкциях. Прочность клеевых швов повышают за счет использования клеев, близких по составу к резине, покрывающей ткань, а также за счет горячего склеивания. Прочность склеивания прорезиненных тканей увеличивается также при введении в клеи три-изоцианатов. Добавки триизоцианатов в натуральный, полихлоро-преновый, натрийбутадиеновый каучуки повышают влаго- и маслостойкость соединений, а также работоспособность в интервале температур от —50 до +80 °С. Клеи наносят на края соединяемых элементов полосами шириной 30 …40 мм при общем расходе 0,1… 0,15 кг/м2, закрывают нахлестку полосами прорезиненной ткани с клеевым слоем и помещают шов под пресс.
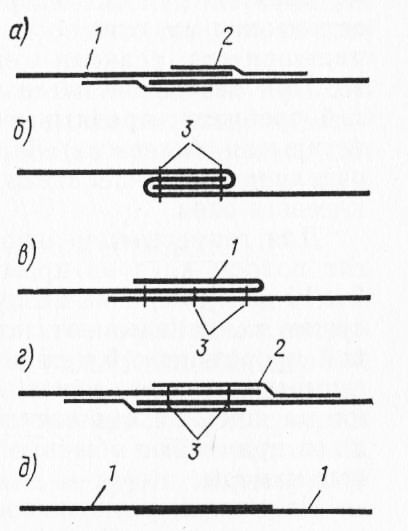
Рис. 1. Виды швов заводского изготовления для мягких оболочек:
а —клеевой; б — прошивной замковый; в — прошивной накладной; г — клеепрошивной; д — сварной; 1 — материал оболочки; 2— герметизирующая лента; 3 — нити
При изготовлении оболочек из материалов высокой прочности применяют клеепрошивные швы. Перед прошивкой соединение герметизируется каучуковыми (88Н, № 4508), поли-изобутиленовым, поливинилбутиральным (ПВБ-К1), полиамидными клеями, а также хлорсульфополиэтиленом ХСПЭ. Технология склеивания зависит от механизма твердения клеев, улетучивания растворителя, реакции между компонентами, охлаждения расплава. При твердении клеев по механизму улетучивания растворителей требуется предварительная сушка клеевого слоя на воздухе (открытая выдержка). При твердении по механизму охлаждения расплава для склеивания требуется предварительное нагревание клеевого слоя. Для герметизации швов заготовки расстилают на столе, наносят полосы клея на кромки слоем толщиной 0,5… 0,8 мм. После 7… 10 мин сушки на воздухе (до отлипа) наносят еще 1 …2 слоя, сушат их, складывают заготовки внахлестку и покрывают полоской прорезиненной ткани на клею или соединяют их с помощью герметизирующей ленты. Шов прокатывают роликом и прошивают на швейной машине синтетической нитью. Для нагревания швов применяют обычные утюги, гладильные прессы, нагревательные камеры. Из многих разновидностей прошивных швов наибольшее применение находят замковые и накладные. Они позволяют прошивать материал с большой скоростью, особенно на многоигольных машинах, при небольших затратах труда и времени по сравнению, например, с клеепрошивными швами. В связи с высокой скоростью прохождения игл и плотностью материала происходит нагревание нитей и засмоление игл. Этот недостаток устраняется путем охлаждения нитей керосином, спиртом или силиконовой смазкой. Прочность швов зависит от материала оболочек и нитей, частоты шага и числа строчек. Обычно шов делают в две строчки, но может быть и больше — до пяти. Прочность шва, имеющего более пяти строчек, практически не возрастает. Расстояние между строчками принимается не менее 8 мм. Частота стежков при толщине материала оболочки 0,5…0,6; 0,6… 0,8; 0,8… 1,5 мм принимается равной 2,5… 3,3; 2…2,8; 2,5… 1,6 см-1 соответственно. Для шитья используют специальные швейные машины. Нити применяют преимущественно полиамидные. Для защиты их от атмосферного старения швы закрывают краем сшиваемого полотна с промазкой клеем или герметиком, или заклеивают герметизирующими лентами. Количество строчек в шве определяют расчетом, исходя из требования обеспечить прочность не менее 80…85% от прочности основного материала. Наибольшей прочностью (80 …95% от прочности материала) обладают сварные швы. Их возможно применять не только для пленок и тканей с термопластичным покрытием, но и для прорезиненных тканей. Это достигается методом горячей (156 °С) вулканизации, осуществляемой на специальном прессе длиной 12 м. В качестве соединительной прослойки используют невулканизированную калиброванную резину такого же состава, как и покрытие соединяемых полотнищ. Сварка армированных пленок из поливинилхлорида и полиамида, модифицированных нитрильным каучуком, производится на горячих гидравлических прессах типа ПС-1. Сварные швы в отличие от прошивных более прочны, технологичны, долговечны. Кроме контактного способа все шире используется высокочастотная сварка. Однако она не рекомендуется для неполярных пленок (полиэтиленовых, полипропиленовых и др.). Реклама:Читать далее:Изготовление оболочек из пластмассСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|