|
|
Категория:
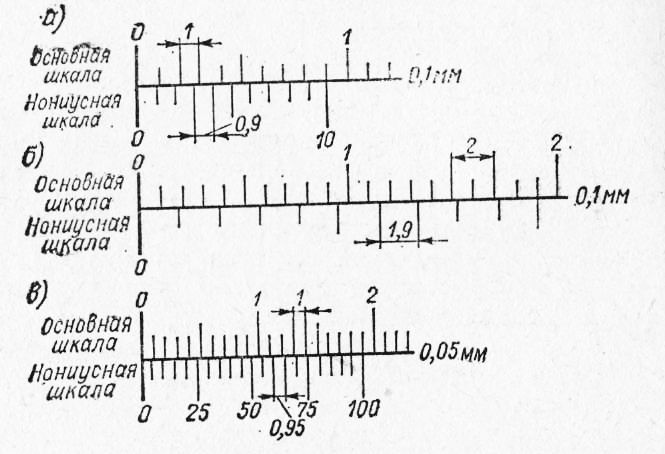
Помощь рабочему-инструментальщику Далее: Калибры Измерительными приборами и инструментами называют устройства, с помощью которых определяют размеры различных деталей. Универсальные приборы и инструменты по конструктивным признакам разделяют на штриховые инструменты с нониусом — штангенинструменты и угломеры; микрометрические инструменты — микрометры; рычаж-но-механические приборы — индикаторы; оптико-механические приборы — микроскопы и др. Штангенинструменты находят широкое применение в промышленности для измерения деталей с точностью 0,1; 0,05 и в редких случаях 0,02 мм. Относительно высокая точность штангенинструментов достигается за счет специального устройства — линейного нониуса. Основными деталями штангенинструмента являются линейка-штанга, на которой нанесена шкала с миллиметровыми делениями, и рамка с вырезом, на наклонной грани которого сделана нониусная (вспомогательная) шкала (рис. 1). В зависимости от количества делений нониуса действительные размеры детали можно определять с точностью 0,1—0,2 мм. Например, если шкала нониуса (рис. 1, а) длиной 9 мм разделена на 10 равных частей, то, следовательно, каждое деление нониуса равно 9:10 = 0,9 мм, т. е. короче деления на линейке на 1—0,9 = 0,1 мм. При плотно сдвинутых губках штангенинструмента нулевой штрих нониуса совпадает с нулевым штрихом штанги, а десятый штрих нониуса — с девятым штрихом штанги.
Рис. 1. Устройство нониуса.
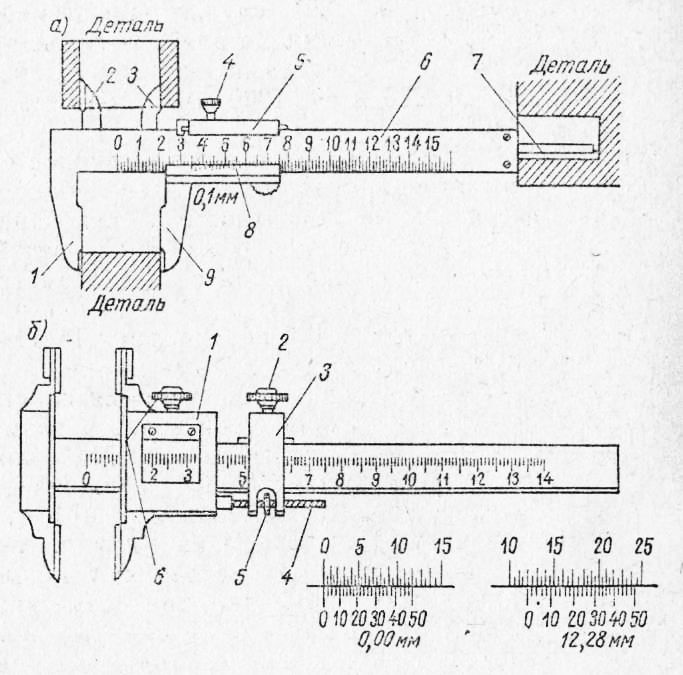
При такой так называемой нулевой установке штангенинструмента первое деление нониуса не дойдет до первого деления линейки-штанги на 0,1 мм, второе — на 0,2 мм, третье — на 0,3 мм и т. д. Если передвинуть рамку таким образом, чтобы первый штрих нониуса совпал с первым штрихом штанги, то зазор между губками будет равен 0,1 мм. При совпадении, например, шестого штриха нониуса с любым штрихом штанги зазор будет равен 0,6 мм и т. д. Для отсчета действительного размера по штанген-инструменту количество целых миллиметров нужно взять по шкале штанги до нулевого штриха нониуса, а количество десятых долей миллиметра — по нониусу, определив, какой штрих нониуса совпадает со штрихом основной шкалы. Растянутый нониус (рис. 1) удобнее простого, так как имеет более длинную шкалу— 19 мм. Она разделена на 10 равных частей: 19: 10=1,9 мм, что короче деления основной шкалы на 0,1 мм. Нониусы с ценой деления 0,05 и 0,02 мм устроены аналогично. У штангенинструментов с точностью 0,05 мм шкала нониуса равна 19 мм и разделена на 20 делений. Каждое деление нониуса равно 19:20 = 0,95 мм, т. е. короче деления основной шкалы на 1—0,95 = 0,05 мм (рис. 1, в). Штангенциркули служат для измерения наружных и внутренних размеров, прочерчивания дуг окружностей и параллельных линий при разметке, для деления окружностей и прям-ых линий на части и других операций. Отечественная промышленность выпускает следующие типы штангенциркулей: ШЦ-1—с двусторонним расположением губок для наружных и внутренних измерений и с линейкой для измерения глубин с отсчетом по нониусу 0,1 мм и с пределами измерения 0…125 мм; ШЦ-П — с двусторонним расположением губок для измерения и для разметки с отсчетом по нониусу 0,05 и 0,1 мм и с пределами измерения 0…200 и 0…320 мм; ШЦТП — с односторонними губками с отсчетом по нониусу 0,05 и 0,1 мм и с пределами измерения 0…500 мм; с отсчетом по нониусу 0,1 мм и с пределами измерения 250…710, 320…1000, 500…1400 и 800…2000 мм. Штангенциркуль с точностью измерения 0,1 мм (рис. 2, а) имеет штангу, которая представляет собой линейку с основной шкалой, и измерительные губки. Рамка с двумя измерительными губками и стержнем может перемещаться по штанге. Для закрепления рамки в нужном положении служит винт. При перемещении рамки вправо на одну и ту же величину раздвигаются измерительные губки 1 и 9, 2 и 3 и выдвигается стержень. Длинные губки предназначены для измерения наружных размеров, короткие — внутренних, а стержень — для измерения глубин. Нониус штангенциркуля нанесен на рамке. Штангенциркуль с точностью измерения 0,05 мм (рис. 2,б) отличается от рассмотренного выше тем, что не имеет стержня для измерения глубин, однако имеет установочное приспособление. Для более точной настройки здесь добавлено устройство, состоящее из рамки с зажимным винтом и микрометрической гайкой, навернутой на винт. Последний жестко закреплен в движке и свободно проходит через отверстие в рамке. Если винтом закрепить рамку и затем вращать гайку, то движок штангенциркуля начнет плавно перемещаться вдоль штанги, обеспечивая более точную установку нониуса. Винт предназначен для закрепления подвижной рамки в нужном положении.
Рис. 2. Штангенциркули.
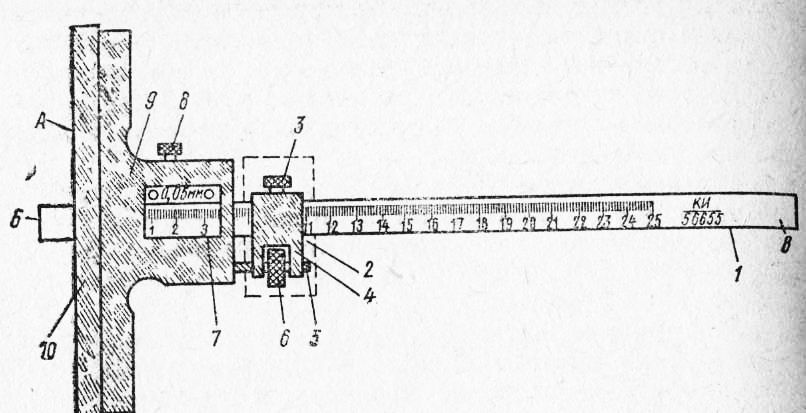
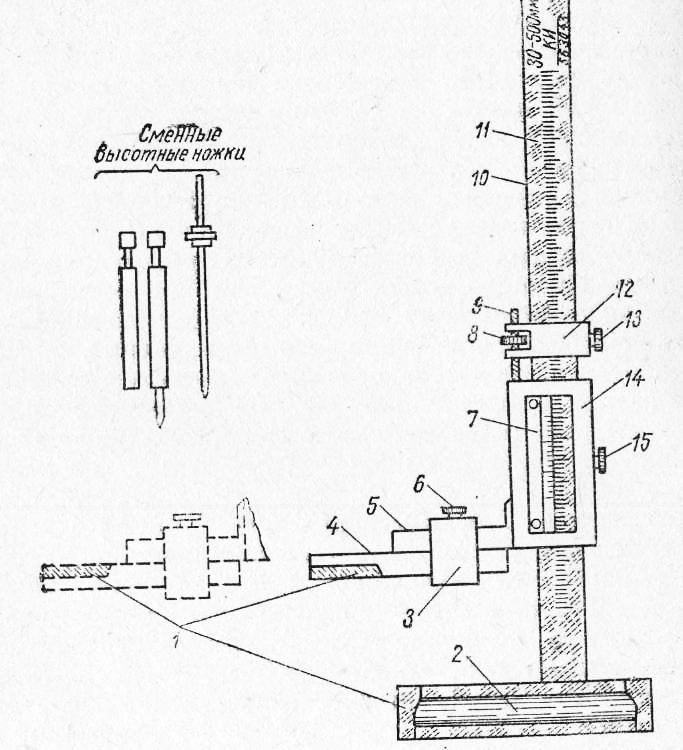
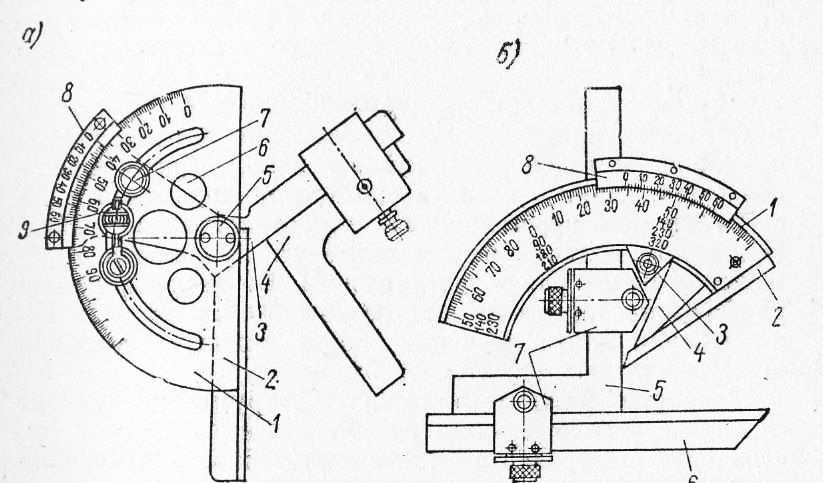
При определении штангенциркулем внутренних размеров к полученным по шкале размерам необходимо добавить ширину измерительных губок, которая обычно на них указана. Штангенглубиномер предназначен для измерения высот и глубин различных деталей. Он построен по принципу штангенциркуля, однако штанга не имеет губок. Рабочими (мерительными) поверхностями являются нижняя плоскость рамки А (рис. 3) и торцевая поверхность Б штанги. На другом конце штанги имеется третья.рабочая поверхность В для измерения длин в труднодоступных местах. Штангенглубиномер состоит из штанги, микрометрического устройства для точной наводки штанги, винта, движка для микрометрической подачи, винта, гайки, нониуса, винта для зажима рамки, основной рамки и основания. Штангенглубиномеры изготовляют с отсчетом по нониусу 0,05 и 0,1 мм и с пределами измерения 0…200, 0…300, 0…400 и 0…500 мм. Штангенрейсмус служит для измерения высот, глубин и для разметки деталей. Изготовляются штангенрейсмусы с пределами измерения 0…200, 30…300, 40…500, 50…800 и 60… 1000 мм и точностью измерения 0,1 и 0,05 мм. Конструкция штангенрейсмуса в основном повторяет конструкции штангенциркуля и штангенглубиномера. Он имеет измерительные поверхности, основание, хомутик кронштейна, сменную ножку, кронштейн, винт для зажима хомутика, нониус, микрометрическую гайку, винт подачи, штангу, основную шкалу, рамку микрометрической подачи, винт зажима движка, рамку и винт для зажима рамки. Измерительными поверхностями являются плоскость разметочной плиты, на которой производятся разметки и измерения, и две поверхности сменной ножки: верхняя —для внутренних измерений и нижняя — для наружных. Сменные ножки устанавливают в хомутике и зажимают винтом. Для измерения высот и глубин вместо сменных ножек в рамке закрепляют шпильки. Остро заточенную ножку применяют при разметке. К штангенрейсмусу прилагается сменных ножек: одна остроконечная — для разметки, одна — с двумя измерительными поверхностями и три ножки-шпильки — для измерения высот и глубин. При измерении внутренних поверхностей к показаниям шгангенрейсмуса необходимо прибавить толщину ножки, которая на ней указана. Угломеры. Для измерения углов деталей широко используются угломеры с нониусом двух типов (ГОСТ 53/8—66): УМ — транспортирный для измерения наружных углов и УН — универсальный для измерения наружных и внутренних углов. Кроме механических угломеров в соответствии с ГОСТом 11197—73 промышленность выпускает оптические типа УО с величиной отсчета 1 — 5”. Угломер типа УМ, предназначенный для измерения наружных углов от 0 до 180°, имеет основание в виде полудиска с делениями от 0 до 120° через каждый градус, с которым жестко соединены линейки. Последняя — подвижная, она может быть повернута вокруг оси вместе с сектором и нониусом относительно основания и линейки. Нониусная шкала построена так же, как у штангенинструментов. Наличие на ней 30 делений обеспечивает точность измерения в 2”. Узел микрометрической подачи повышает точность измерения.
Рис. 3. Штангенглубиномер.
Рис. 4. Штангенрейсмус.
Рис. 5. Угломеры.
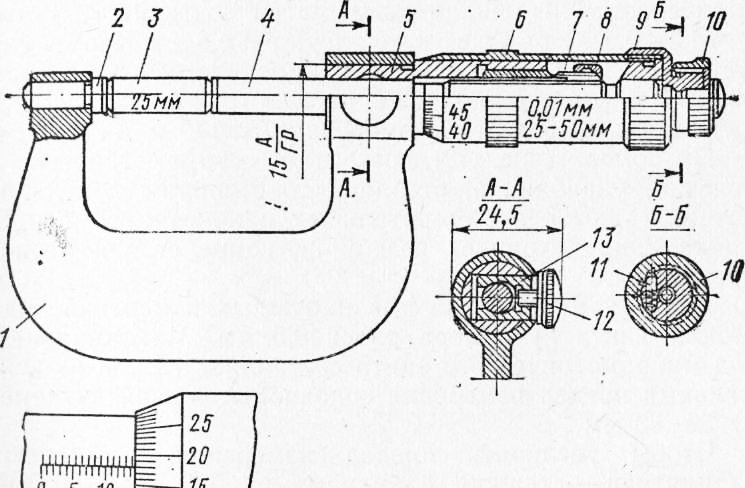
На подвижной линейке может быть закреплен угольник для измерения углов от 0 до 90°. Углы свыше 90° измеряются без угольника, при этом к полученному результату добавляется 90°. Фиксация сектора относительно основания угломера осуществляется стопором. Угломер типа УН служит для измерения наружных углов от 0 до 180° и внутренних — от 40 до 180°. Угломер имеет основание с градусной шкалой, жестко соединенной с ним линейкой. Нониусная шкала нанесена на секторе, который перемещается по основанию и фиксируется в требуемом положении стопором. С сектором хомутика соединяется угольник, ас угольником — линейка. Узел микрометрической подачи повышает точность измерения. Для измерения углов от 0 до 50° пользуются угломером, линейкой и угольником; от 50 до 140°—вместо угольника в хомутик устанавливают линейку; от 140 до 230°—в хомутик вставляют угольник, а второй хомутик и линейку снимают; измерение углов от 230 до 320° производят при снятом хомутике, т. е. без угольника и линейки. Повышение точности отсчета по основной шкале угломера обеспечивается, как и у штангенинструментов, применением штрихового нониуса. Принцип построения нониуса у угломеров такой же, как у аггангенинстру-ментов. Микрометрические инструменты. Устройство микрометрических инструментов основано на использовании принципа винтовой пары гайка — винт. Вращательное движение, например, винта связано одновременно с поступательным перемещением его относительно гайки. При одном полном обороте винта его продольное перемещение будет равно шагу резьбы. Во всех микрометрических инструментах шаг резьбы S = 0,5 мм. При повертывании винта на один оборот его измерительная поверхность переместится на 0,5 мм. Точность микрометрических инструментов зависит от точности изготовления резьбы винтовой пары и постоянства шага. Они обеспечивают точность измерения до 0,01 мм. Микрометры для наружных измерений размеров от 0 до 600 мм выпускаются по ГОСТу 6507—78. Устройство микрометра показано на рис. 6. В скобу запрессованы пятка и стебель. Микрометрический винт ввинчивается в микрогайку. Гладкое отверстие стебля обеспечивает точное направление микровинта. Для исключения зазора в резьбе микропары резьба микрогайки выполнена на ее разрезанном конце, снабженном наружной резьбой и конусом. На эту резьбу навинчивают регулировочную гайку, которой стягивают микрогайку до тех пор, пока микровинт не будет перемещаться в ней без зазоров. На микровинт надевается барабан, закрепляемый установочным колпачком, в котором просверлено глухое отверстие для пружины и зуба, упирающегося в зубчатую поверхность трещотки 10. Последняя отрегулирована так, что при увеличении измерительного усилия свыше 900 гс она не вращает винт, а проворачивается. Для закрепления микрометрического винта в определенном положении предусмотрено стопорное приспособление, состоящее из втулки и винта. Микрометры с пределами измерения свыше 25 мм снабжаются установочными мерами для установки их на нижний предел измерения. Шкалы микрометра расположены на наружной поверхности стебля и на окружности скоса барабана. На стебле находится основная шкала, представляющая собой продольную риску, вдоль которой (ниже и выше) нанесены миллиметровые штрихи, причем верхние штрихи делят нижние пополам. Каждый пятый миллиметровый штрих основной шкалы удлинен, а около него поставлена соответствующая цифра: 0, 5, 10, 15 и т. д.
Рис. 6. Микрометр.
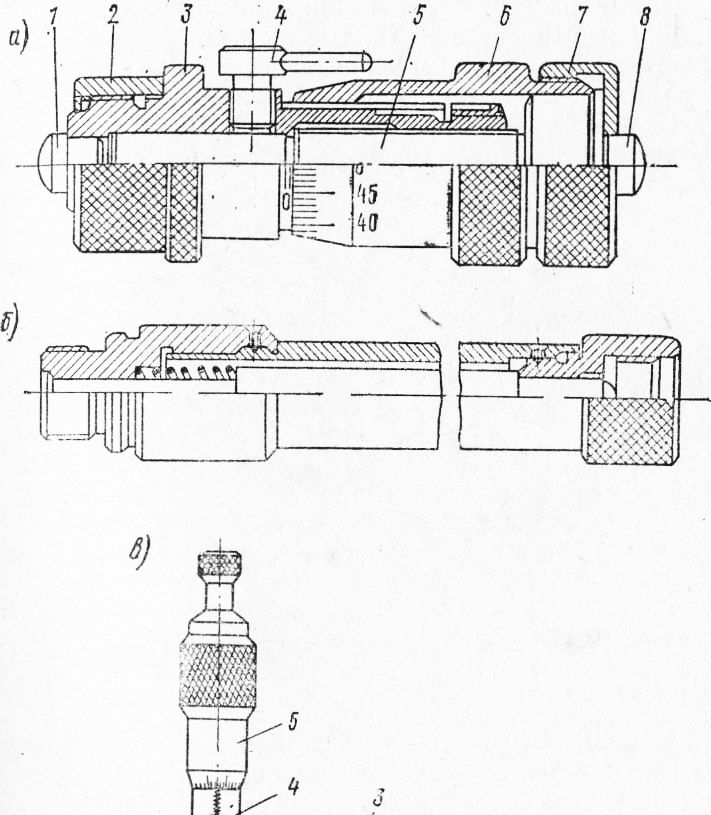
Шкала барабана (или круговая шкала) предназначена для отсчета сотых долей делений основной шкалы и разделена на 50 равных частей. При повороте барабана на одно деление по окружности, т. е. на ‘/so часть оборота, измерительная поверхность микрометрического винта перемещается на ‘/so шага резьбы винта, т. е. на 0,5:50 = 0,01 мм. Следовательно, цена каждого деления барабана составляет 0,01 мм. При измерении микрометром деталь помещают между мерительными поверхностями и, вращая трещотку, прижимают ее шпинделем к пятке. После того как трещотка начнет провертываться, издавая треск, шпиндель микрометра закрепляют зажимным кольцом и производят отсчет показаний. Целое число миллиметров отсчитывают по нижней шкале стебля, половины миллиметров — по верхней шкале, а сотые доли миллиметра — по шкале барабана. Число сотых долей миллиметра отсчитывают по делению шкалы барабана, совпадающему с продольной линией на втулке. Например, если на шкалах микрометра видно, что край барабана перешел седьмое деление, а сам барабан по отношению к продольной линии на стебле повернулся на 23 деления, то полное показание шкал микрометра составит 7,23 мм. Микрометрические нутромеры выпускают согласно ГОСТу 10—75 с пределами измерения 50…10 000 мм. Наибольшее распространение получили нутромеры с пределами измерения 75… 175 и 75…600 мм. Нутромер состоит из микрометрического винта, барабана, стебля со стопором, установочной гайки и измерительных наконечников. Гайка предохраняет резьбу на конце стебля от повреждения. Как и у микрометра для наружных измерений, шаг резьбы винта нутромера равен 0,5 мм. Максимальный ход микрометрического винта составляет 13 мм. Максимальный предел измерения основной головкой нутромера 50…63 мм. Чтобы увеличить предел измерения, применяют удлинители — стержни размерами от 500 до 3150 мм, заключенные в цилиндрические трубки. Для соединения удлинителя с нутромером на одном конце удлинителя нарезается наружная резьба, а на другом — внутренняя. Измерение микрометрическим нутромером производят несколько раз, слегка поворачивая его по окружности отверстия и отыскивая при этом наибольший размер, а также вокруг оси, перпендикулярной оси отверстия, определяя при этом наименьший размер. Микрометрические глубиномеры изготовляются по ГОСТу 7470—78 с пределом измерений 0…150 мм и с рабочим ходом винта 25 мм. Они служат для измерения глубины глухих отверстий и полостей. При использовании сменных удлинителей пределы измерения могут быть расширены. При измерении глубиномер прижимают измерительной плоскостью траверсы к поверхности детали. Для плотного прилегания траверсы к детали усилие нажатия на глубиномер должно несколько превышать усилие измерения.
Рис. 7. Микрометрический нутромер (а); удлинитель (б) и микрометрический глубиномер (в).
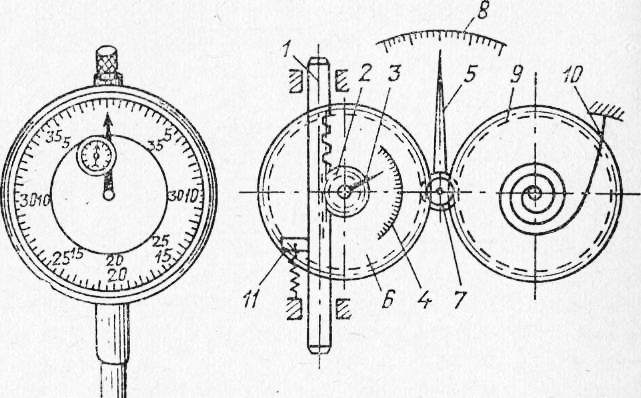
Рычажно-механические приборы получили широкое распространение инструментальном производстве, так как они надежны в pa-боте, им«ют относительно высокую точность измерения и универсальны. Принцип их действия основан на использовании специального пере-даточного механизма, который незначительные перемещения измерительного стержня преобразует в увеличенные и удобные для отсчета перемещения стрелки на шкале. К наиболее известным типам рычажно-механических приборов относятся индикаторы, рычажные скобы, рычажные микрометры и миниметры. Индикаторы часового типа выпускаются по ГОСТу 577—68 с ценой деления 0,01 мм и пределами измерения от 0 до 10 мм в зависимости от типоразмера.
Рис. 8. Индикатор часового типа.
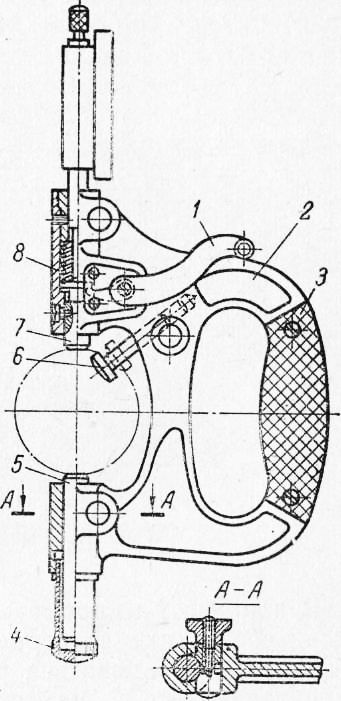
Измерительный стержень индикатора изготовлен в виде зубчатой рейки, которая находится в зацеплении с зубчатым колесом J2 с числом зубьев Z = 16. На одной оси с ним закреплены стрелки и промежуточное зубчатое колесо с числом зубьев Z— 100. Это колесо находится в зацеплении с зубчатым колесом с числом зубьев Z= 10, на оси которого закреплена стрелка-указатель, показывающая величину линейных перемещений измерительного стержня, в долях миллиметра, по круговой шкале. Для удобства пользования шкала связана с ободом индикатора и вместе с ним может быть повернута на любой угол. Колесо и спиральная пружина ликвидируют погрешность мертвого хода передачи при возвратно-поступательных движениях стержня. Цилиндрическая пружина И обеспечивает контакт наконечника стержня с контролируемой поверхностью. Передаточное отношение индикатора подобрано таким образом, чтобы при линейном перемещении стержня на 1 мм указатель сделал один полный оборот. Круговая шкала разбита на 100 делений. Следовательно, цена одного деления ее составляет 0,01 мм. Количество полных оборотов указателя показывает стрелка на шкале. При выполнении измерений индикаторы устанавливают в стойках, на штативах или в специальных приспособлениях. Индикаторная скоба применяется для измерения деталей 6-го и 7-го квалитетов. Все рычажные Скобы имеют диапазон измерения 0…25 мм, обеспечиваемый за счет перемещения переставной пятки. Цена деления отсчетного устройства у скоб с верхним пределом измерения до 100 мм —0,002 мм, а 125 и 150 мм — 0,005 мм. Пределы измерения по шкале соответственно равны ±0,08 и ±0,15 мм. Индикаторная скоба имеет жесткий корпус с двумя соосными цилиндрическими отверстиями, в одном из которых установлена переставная измерительная пятка, а в другом— подвижная пятка, находящаяся в постоянном контакте с измерительным наконечником индикатора. Измерительное усилие создается совместным действием пружины и пружины индикатора. Пятка может свободно перемещаться в пределах 50 мм у скоб малых размеров и 100 мм — у скоб больших размеров. После установки скобы на размер положение пятки фиксируется стопором и она закрывается предохранительным колпачком.
Рис. 9. Индикаторная скоба.
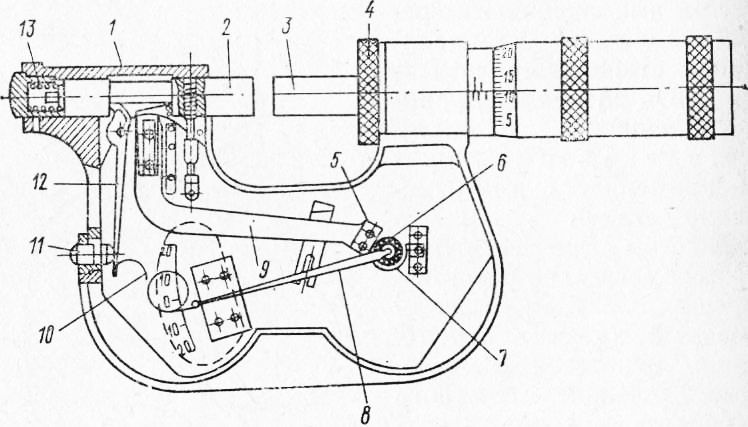
Для удобства измерения скоба снабжена упором, который при настройке скобы на размер устанавливается так, чтобы линия измерения проходила через ось проверяемой детали. Корпус имеет ручку с теплоизоляционными накладками. Измерительный стержень отводится рычагом Рычажный микрометр. Устройство хвостовой части рычажного микрометра такое же, как и обычного микрометра, с той лишь разницей, что в ней отсутствует^ трещотка.
Рис. 10. Рычажный микрометр.
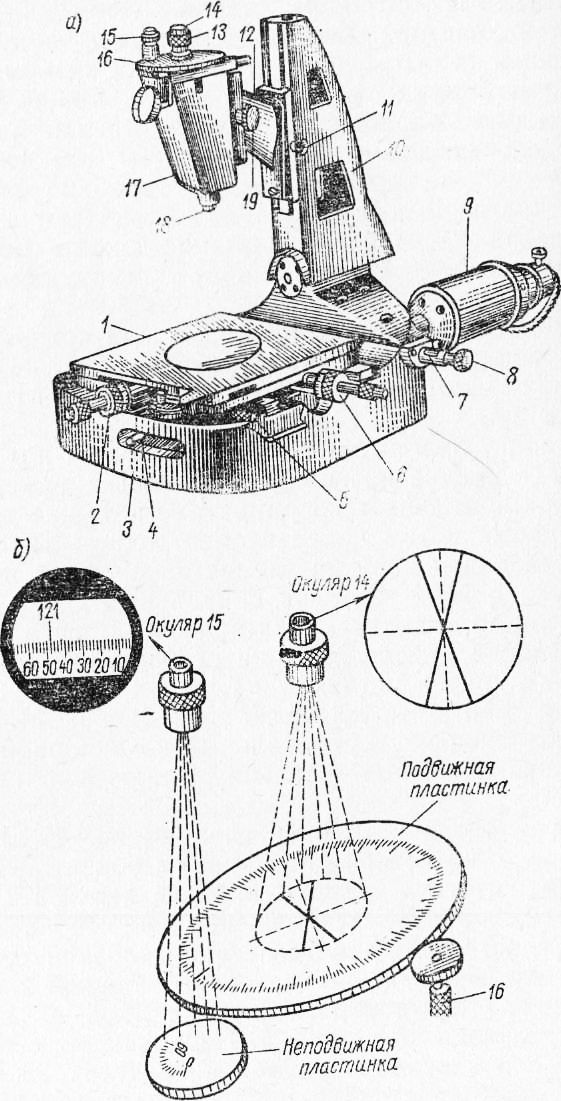
В корпусе микрометра помещен измерительный контакт, перемещение которого влево заставляет поворачиваться рычаг, зубчатый сектор и зубчатое колесо, на оси которого закреплена стрелка. Пружина служит для устранения зазора в зацеплении сектора с колесом и возвращения стрелки и рычага в первоначальное положение. Для отвода измерительного контакта влево имеется устройство, состоящее из рычага, пружинки и кнопки . Пружина предназначена для создания нормального мерительного усилия. Стопор фиксирует микрометрический винт в требуемом положении. Механизм индикатора смонтирован в скобе и закрывается крышкой, в прорези которой помещена шкала с пределами измерения от 0 до 0,020 мм в обе стороны. Цена каждого деления шкалы равна 0,002 мм. Перед началом измерений необходимо проверить нуль-пункт инструмента. Для этого надо соединить контакты так, чтобы нулевой штрих барабана совместился с продольным штрихом стебля. Показание стрелки шкалы индикатора даст погрешность нуль-пункта, которая должна быть учтена с обратным знаком. При измерении, установив деталь между контактами, вращают барабан до выхода стрелки индикатора за пределы шкалы в диапазоне от 20 мкм до 0. После этого дополнительным поворотом барабана ближайший штрих круговой шкалы барабана совмещают с продольной риской на стебле. Показание шкалы микрометра алгебраически (с учетом знака) суммируют с показанием шкалы индикатора. Оптико-механические приборы. Для контроля режущих и измерительных инструментов сложной формы применяют инструментальные микроскопы, оптиметры и проекторы. Инструментальные микроскопы (ГОСТ 8074—71) предназначены для линейных измерений по двум прямоугольным координатам, а также для измерений углов, в том числе элементов резьбы. Они применяются для измерения элементов профиля шаблонов, переднего и заднего углов спиральных сверл и зенкеров, среднего диаметра, угла профиля и шага метчиков, угла наклона винтовой линии сверл и разверток, угла заборного конуса метчиков и т. п. Микроскопы выпускаются двух типов: ММИ—палый микроскоп инструментальный с наклонной окулярной головкой и БМИ — большой микроскоп инструментальный. Инструментальный микроскоп имеет основание, на котором расположен подвижный стол, состоящий из трех частей — нижней, верхней и поворотной. Продольное перемещение нижней части стола осуществляется микрометрической головкой, а поперечный ход верхней части стола — головкой. Угловое перемещение его поворотной части на 5—6° вправо и влево производится винтом. Перемещения с помощью головок ограничиваются в пределах 25 мм. Для увеличения хода стола в продольном направлении его отводят вправо рычагом еще на 50 мм. На основании микроскопа установлена колонна, по которой может перемещаться кронштейн, закрепляемый винтом. Тубус микроскопа расположен на кронштейне. В нижней части тубуса установлен объектив, а в верхней — головка микроскопа, состоящая из двух окуляров. Под окулярами (рис. 46,6) с помощью винта вращается стеклянная пластинка с продольными и поперечными штрихами и круговой градусной шкалой на 360°. Под окуляром расположена неподвижная пластинка со шкалой, на которой нанесено 60 делений. Каждое деление соответствует одному повороту подвижной пластинки. В окуляре видно перекрестие двух взаимно перпендикулярных пунктирных и двух сплошных линий, расположенных под углом 60°. Перекрестие является границей перемещения детали при отсчете линейных размеров и углов.
Рис. 11. Инструментальный микроскоп.
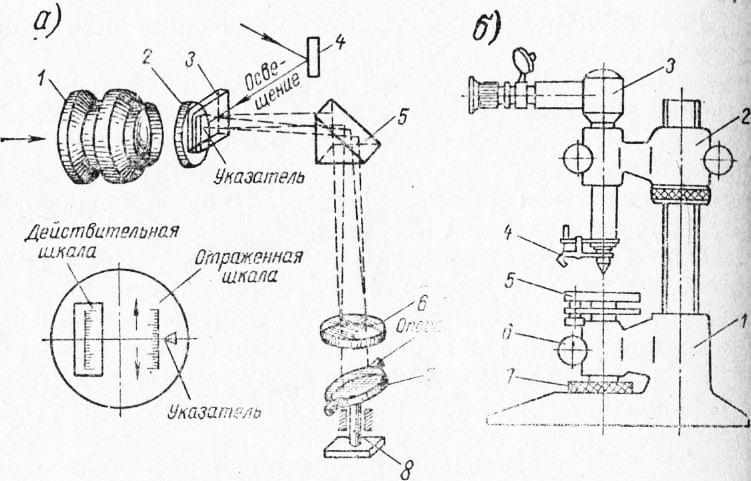
Грубая настройка на фокус достигается перемещением кронштейна микроскопа по колонне, а более точная— винтом. Окончательная настройка на фокус производится вращением кольца окуляра. Колонна микроскопа может поворачиваться на небольшой угол винтами. Для отсчета углов поворота на винтах имеются деления. Шкалы освещаются электрической лампой, установленной в тубусе. Оптиметр — измерительный прибор с ценой деления 0,001 мм — служит для линейных измерений методом сравнения. В соответствии с ГОСТом 5045—75 выпускаются оптиметры вертикальные — с вертикальной осью для наружных измерений и горизонтальные — с горизонтальной осью для наружных и внутренних измерений. В основу действия оптиметра положены законы отражения и преломления света. Оптическая схема оптиметра приведена на рис. 12,а. Свет от постороннего источника, направленный зеркалом и отраженный стеклянной пластинкой, падает на шкалу. Отраженный от шкалы луч направляется через трехгранную призму в объектив и затем отражается от зеркала в обратном направлении в окуляр, где получается изображение отраженной шкалы и указателя в виде стрелки. Так как зеркало связано с измерительным штифтом, незначительное перемещение последнего при измерении вызывает небольшой поворот зеркала, отчего происходит сдвиг изображения отраженной шкалы относительно неподвижного указателя. Это смещение, наблюдаемое в окуляре, дает возможность производить отсчет. Шкала оптиметра имеет по 100 делений в обе стороны от нуля. Цена деления — 0,001 мм. Следовательно, предел измерения по шкале прибора составляет ±0,1 мм. В инструментальном производстве находит применение вертикальный оптиметр (рис. 12,б). Он состоит из основания со стойкой, кронштейна, трубки, отводки, столика и зажимного винта. Измерение деталей производят следующим образом. Блок концевых мер длины заданного размера размещают на столике и устанавливают оптиметр в нулевое положение. Грубая установка производится перемещением от руки кронштейна, а точная — подъемом столика с помощью винта.
Рис. 12. Оптическая схема оптиметра (а) и вертикальный оптиметр (б).
Столик располагают так, чтобы измерительный штифт упирался в деталь, а указатель, видимый в окуляре, точно совпадал с нулевым делением шкалы. После этого столик закрепляют винтом, блок концевых мер убирают, а на его место ставят деталь. Если размеры детали имеют некоторое отклонение от величины блока концевых мер, то это вызовет перемещение измерительного штифта, соответствующие отклонения в положении зеркала и поднятие или опускание шкалы. Для определения размера детали необходимо к размеру блока концевых мер прибавить или отнять показания оптиметра. Наибольшая высота измеряемой на вертикальном оптиметре детали — 180 мм. Реклама:Читать далее:КалибрыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|