|
|
Категория:
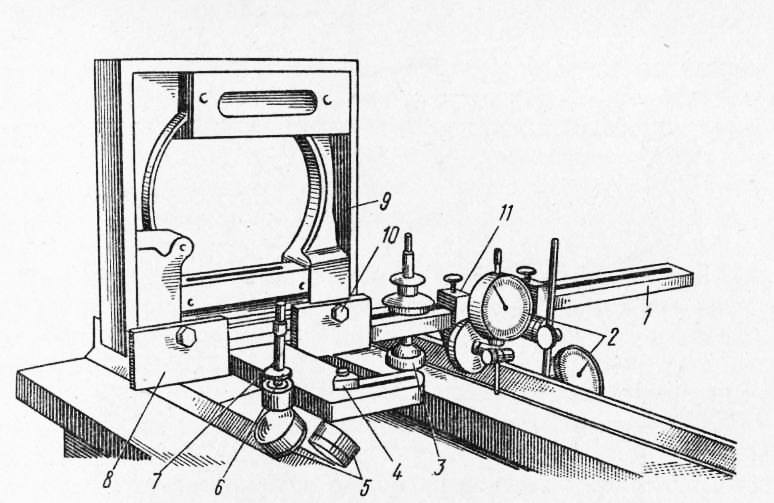
Слесарно-механосборочные работы Далее: Передаточные устройства Перпендикулярность поверхности в виде ласточкина хвоста направляющим станины проверяют ползушкой с индикатором и контрольным угольником. Ползушку, имеющую профиль двугранного угла в виде ласточкина хвоста, плотно прижимают к проверяемой плоскости, а укрепленный на ней индикатор упирают наконечником в полку контрольного угольника. Угольник устанавливают на специальной подставке или на плите задней бабки, а одну из его полок располагают параллельно направляющим станины. При перемещении ползушки по всей длине наклонной направляющей в виде ласточкина хвоста индикатор будет скользить наконечником по полке угольника и показывать отклонение этой поверхности от перпендикулярности. Если результаты проверки удовлетворительные, то после этого выполняют окончательное шабрение. Поверхность скольжения поперечных салазок предварительно шабрят с проверкой по плоской поверочной плите, затем с проверкой по специальной плите шабрят наклонную плоскость направляющих. Окончательное шабрение выполняют по направляющим поперечного суппорта. Когда пригонка трех поверхностей (двух плоских и одной наклонной) поперечных направляющих суппорта окончена, пришабривают клин. Для этого окрашивают поверхности, соприкасающиеся с клином, и, надев на них поперечные салазки, легкими ударами молотка вводят клин. Переместив несколько раз поперечные салазки взад и вперед вместе с клином, его вынимают. По следам оставшейся краски на клине выполняют шабрение. После окончательного шабрения клин обрезают по длине и делают вырез под регулировочный винт. Для проверки прямолинейности, параллельности и спиральной изогнутости направляющих станины используют различные универсальные приспособления. Универсальный мостик имеет основание Т-образной формы с четырьмя опорами и еще одной опорой. Две из опор можно перемещать в вертикальном направлении по нарезным колонкам и закреплять гайками, две другие — передвигать в горизонтальном направлении по продольным пазам и закреплять в требуемом положении гайками. Опоры можно также раздвигать в зависимости от ширины направляющих и расстояния между ними. Опора допускает вертикальное и горизонтальное перемещение.
Рис. 1. Проверка направляющих станины универсальным приспособлением — мостиком
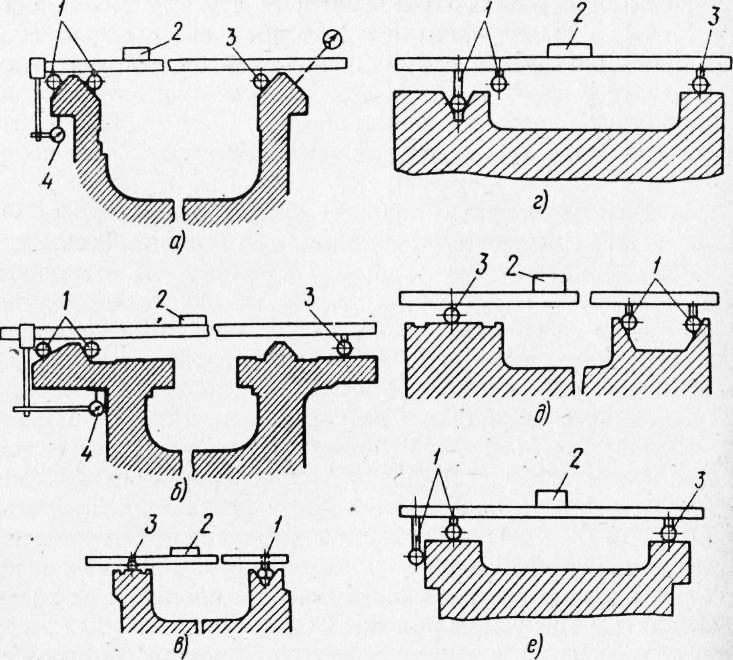
На колодке, которую крепят к основанию винтом (на рисунке не видны), устанавливается уровень, прикрепляемый к колодке винтами. Цена деления основной ампулы уровня 0,02 или 0,05 на 1000 мм. В специальных устройствах устанавливают два индикатора. Положение индикаторов можно регулировать, а закреплять их в любом месте основания. На рис. 2, а показана проверка направляющих треугольного профиля станины токарно-револьверного станка. Четыре опоры мостика (из них на рисунке видны только две) помещены на левой призматической направляющей, а одна опора установлена на одной стороне правой направляющей. Перемещая приспособление вдоль направляющих, определяют по индикатору параллельность левой направляющей базовой плоскости, По уровню, расположенному поперек направляющих, устанавливают их спиральную изогнутость, т. е. отклонение от параллельности в горизонтальной плоскости. Вторую сторону правой направляющей можно проверить по уровню, установив на этой стороне опоры, или (не перенося опоры) по индикатору.
Рис. 2. Схема наладки универсального мостика для проверки:
а — направляющих треугольного профиля, б — на параллельность средних направляющих токарного станка, в, г-на прямолинейность и спиральную изогнутость направляющих шлифовальных и других станков, д — призматической направляющей станины при широко раздвинутых опорах, е — плоских направляющих
Чтобы проверить прямолинейность поверхностей, располагают уровень на мостике вдоль направляющих и мостик с уровнем перемещают по направляющим, останавливая его то на одном, то на другом проверяемом участке и отмечая показания уровня. На рис. 2 показана установка приспособления на станине токарного станка для проверки параллельности средних направляющих базовой поверхности, т. е. плоскости под зубчатую рейку (показана слева короткой жирной линией), и для проверки на спиральную изогнутость. Параллельность проверяют индикатором, а спиральную изогнутость — уровнем. Наружные направляющие проверяют по уровню и индикатору после переналадки приспособления и его установки на этих направляющих или только по индикатору, используя в качестве базы выверенные средние направляющие. У станин шлифовальных и некоторых других станков часто встречается сочетание направляющих, показанное на рис. 2, е. Чтобы проверить их на прямолинейность и спиральную изогнутость, располагают четыре опоры между образующими направляющей V-образного профиля, а одну опору — на противоположной плоскости направляющей. Проверку выполняют уровнем. Если размеры направляющих не позволяют поместить между их образующими все опоры приспособления (рис. 2, г), то устанавливают только две опоры и одну опору. Остальные опоры не используют. На рис. 2, д показано такое применение мостика, при котором опоры раздвинуты на значительное расстояние между поверхностями призматической направляющей станины. Плоские направляющие станины проверяют, как показано на рис. 2, е. Особенность установки мостика в данном случае заключается в том, что две опоры упирают в боковую поверхность, остальные две и опору располагают на горизонтальных плоскостях. Таким образом обеспечивают устойчивые показания уровня. По окончании подготовки базовых поверхностей приступают к шабрению направляющих. Шабрение вытесняется шлифованием, которое более производительно и обеспечивает более высокую точность, чем шабрение или чистое строгание широкими резцами. Кроме того, шлифование позволяет отделывать закаленные детали. Широко применяют шлифование направляющих и сопрягаемых с ними подвижных Деталей. Для шлифования направляющих применяют специальные станки или специальные приспособления. Отделка направляющих притиркой применяется, когда требуется повышенная точность обработки. Слесарю-сборщику приходится выполнять два вида притирки — притирку деталей Друг к другу и притирку обеих притираемых деталей по третьей, называемой притиром. Более часто слесарь-сборщик пользуется первым способом. Перед притиркой поверхности подготавливают чистовым строганием или грубым шабрением. Поверхность перед притиркой при проверке на краску должна иметь не менее 4 — 6 пятен на площади 25 х 25 мм. После этого поверхность тщательно промывают керосином и вытирают досуха чистой тряпкой. На подготовленную поверхность наносят тонкий равномерный слои пасты ГОИ, натирая бруском пасты поверхность до получения сплошного зеленоватого покрытия. На поверхности направляющих, покрытых пастой, накладывают сопрягаемую деталь, например плиту суппорта на станину токарного станка, и двигают ее по направляющим взад и вперед в течение нескольких минут. Затем сработанную пасту смывают керосином и наносят новый слой. Это повторяется до тех пор, пока не исчезнут следы обработки, а притираемая поверхность не покроется равномерно распределенными матовыми пятнами. Реклама:Читать далее:Передаточные устройстваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|