|
|
Категория:
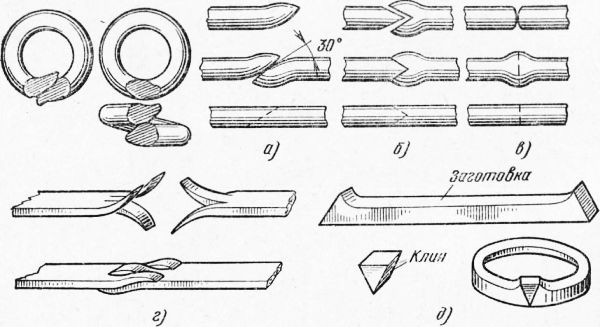
Ковка на молотах и прессах Далее: Отделочные операции Кузнечная сварка — образование неразъемного соединения под действием давления в пластическом состоянии. Эту вспомогательную операцию применяют очень редко и только при ремонтных работах. Ее применяют для сварки низкоуглеродистых сталей с содержанием углерода 0,15—0,25%, так как с дальнейшим увеличением содержания углерода свариваемость стали резко ухудшается. Концы заготовок подготавливают к сварке таким образом, чтобы в месте сварки изделие имело утолщение, необходимое для интенсивной проковки места сварки. Площадь соприкасающихся свариваемых частей делают несколько увеличенной и выпуклой для облегчения выжимания флюса при сварке.
Рис. 1. Основные соединения, получаемые кузнечной сваркой: Нагрев под сварку для уменьшения окисления металла выполняют в камерных или муфельных печах. При нагреве в открытом горне заготовку помещают в зону наиболее высокой температуры, где кислород воздуха успевает соединиться с топливом. Температура нагрева под сварку соединяемых концов должна быть несколько выше ковочной (обычно 1300—1375 °С). Во избежание перегрева металла нагрев ведут быстро. При достижении температуры 950—1050 °С нагреваемые концы заготовок для предохранения от окисления и пережога посыпают флюсом, который растворяет окалину и образует вокруг нагреваемого металла защитную силикатную пленку. В качестве флюса обычно используют кварцевый песок с добавкой буры или поваренной соли. После нагрева концы заготовок скребками или щетками быстро очищают от шлака и окалины, накладывают друг на друга и ударяют по ним сначала слегка, а затем увеличивая силу удара. Флюс при этом выжимается, а свежие участки металла заготовок свариваются благодаря диффузии атомов. Для повышения качества сварки шов проковывают, что способствует измельчению зерна и повышению механических свойств. Основные соединения, получаемые кузнечной сваркой, приведены на рис. 1, а—д. Вручную с одного нагрева сваривают прутки диаметром до 30 мм, а с двух нагревов — до 50—60 мм. Под молотами сваривают нахлесточным соединением прутки до 100—120 мм. Реклама:Читать далее:Отделочные операцииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|