|
|
Категория:
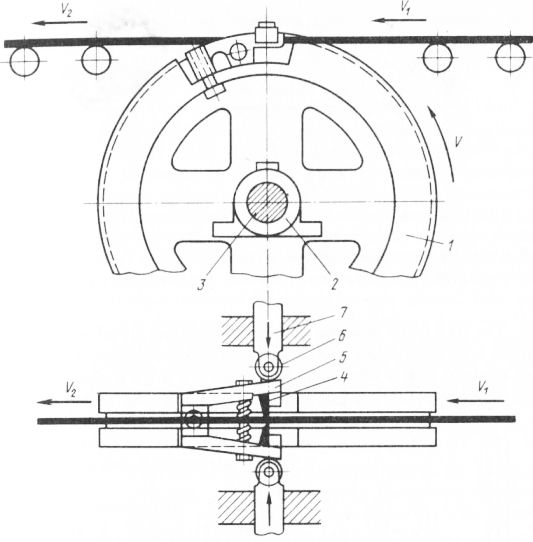
Эксплуатация транспортного оборудования цехов Далее: Правильные машины и прессы Летучие ножницы предназначены для резки полосы в процессе ее движения. По конструкции летучие ножницы подразделяются на барабанные, рычажно-кривошипные, с плавающим кривошипом, качающиеся, маятниковые. На рис. 1 показаны однобарабанные летучие ножницы для резки сортовой стали сечением не более 30×30 мм. Основными деталями этих ножниц являются диск (маховик), который вращается на валу, установленном на подшипниках; ножи, которые укреплены на рычагах, шарнирно установленных на диске и вращающихся вместе с ним; ролики, установленные в неподвижных направляющих на уровне движущейся по рольгангу полосы. При вращении диска ножи находятся в разомкнутом положении под действием пружины; для резки движущейся полосы ролики сближаются, в этом случае при вращении диска рычаги находят на ролики и заставляют ножи сомкнуться, т.е. провести резку. Окружная скорость вращения диска должна быть равна (или немного больше) скорости движения полосы по рольгангу. Ролики сближаются автоматически при помощи специального нажимного устройства от действия флажка или фотоэлемента, установленного на рольганге.
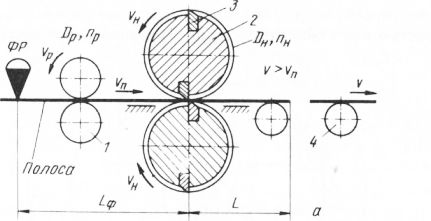
Рис. 1. Однобарабанные летучие ножницы для резки мелкого сорта Устройство и принцип работы двухбарабанных ножниц состоят в следующем. На двух барабанах по их образующим радиально закреплены ножи (по одному или по несколько на каждом барабане). Полоса движется непрерывно и подается к ножницам роликами (или валками последней клети непрерывного стана) с постоянной скоростью. При встрече верхнего и нижнего ножей происходит резание полосы. Для создания разрыва между отрезанными кусками полосы скорость выходного рольганга должна быть больше скорости полосы перед ножницами. Так как барабаны вращаются равномерно с постоянной угловой скоростью и вращающиеся массы полностью уравновешены, то эти ножницы позволяют резать металл со скоростью 15 м/с и более.
Рис. 2. Схема двухбарабанных летучих ножниц: При резании металла барабанные летучие ножницы могут работать по двум основным режимам: периодических запусков и остановок и непрерывного вращения барабанов (непрерывный). Режим периодических запусков применяют только в двух случаях: для отрезки короткого переднего конца полосы (некондиционного, имеющего неправильную форму) и для разрезки полосы на длинные куски при небольшой скорости ее движения. Режим запусков для барабанных ножниц применяют редко. Основным для их работы является непрерывный режим.
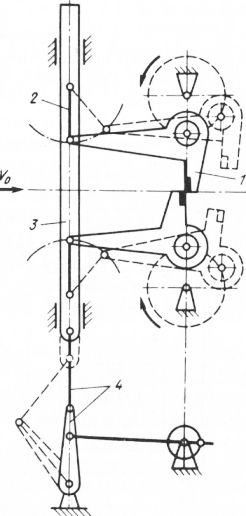
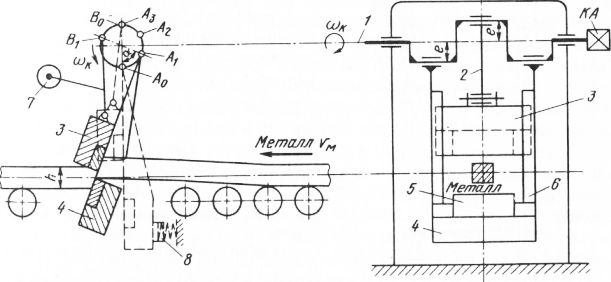
Рис. 3. Схема кривошипных летучих ножниц: Кривошипно-рычажные ножницы нашли широкое применение для резки полос толщиной 2—8 мм в холодном состоянии. Их обычно снабжают механизмом выравнивания скоростей, сообщающим ножам неравномерную скорость в течение полного оборота эксцентриковых валов, но выравнивающим скорость ножей по отношению к скорости полосы в момент реза. Суппорты ножей выполнены в виде рычагов, укрепленных одним концом на встречно вращающихся эксцентриковых валах, другим — на свободно качающихся тягах. Длина этих тяг несколько больше эксцентриситета эксцентриковых валов. При резании листов длиной 3—6 м ножницы работают с пропуском реза при каждом втором обороте. В этом случае рама, на которой закреплены качающиеся тяги, периодически опускается ломающимися рычагами, приводимыми в движение специальным кривошипным механизмом, вращающимся со скоростью вдвое меньшей, чем ножницы. В момент, когда эта рама опущена, ножи не встречаются. Маятниковые тихоходные летучие ножницы просты по конструкции и надежны в эксплуатации, однако вследствие большой инерционности движущихся масс весьма тихоходные и применяются для резания на ходу металла, движущегося со скоростью не более 2,5 м/с. На рис. 4 представлена схема новых маятниковых ножниц конструкции ВНИИметмаша — СКМЗ. Ножницы установлены перед второй группой клетей непрерывного заготовочного стана и предназначены для отрезки переднего (неровного) конца горючей заготовки сечением до 150×150 мм. Максимальное усилие резания 2 МН, скорость заготовки при резании до 2,5 м/с.
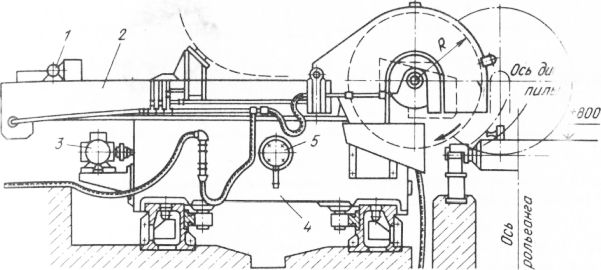
Рис. 4. Маятниковые летучие ножницы На среднем эксцентрике верхнего приводного вала подвешен шатун с супортом и верхним ножом. На двух боковых эксцентриках вала подвешен нижний суппорт с ножом. При повороте эксцентрикового вала на 360° верхний суппорт опускается вниз (на величину двойного эксцентриситета), а нижний суппорт поднимается вверх и возвращается в исходное положение; в пррмежуточном положении при сближении ножей произойдет резание заготовки. Верхний суппорт перемещается в направляющих пазах нижнего суппорта. При резании движущейся заготовки суппорты, занимавшие перед резанием наклонное положение, двигаются влево (по движению заготовки) подобно маятнику, подвешенному на верхнем приводном валу. Возврат маятника в исходное (правое ) положение обеспечивается моментом от контргруза. Крайние положения маятника фиксируются амортизаторами. Ножницы работают в режиме запусков электродвигателя от фотореле, установленного перед ножницами и засвечиваемого передним концом движущейся по рольгангу горячей заготовки. Дисковые пилы. Ввиду того, что при резании на ножницах фасонных профилей происходит смятие полок и стенок этих профилей, для резки на мерные длины двутавровых балок, рельсов, заготовок квадратного и круглого сечения и других фасонных профилей, а также для обрезки их концов применяют дисковые пилы. Пилы разделяют на две группы (в зависимости от конструкции диска): для горячего и для холодного резания (пилы трения). У пил, относящихся к первой группе, диски зубчатые. У пил второй группы — диски гладкие; резание происходит вследствие расплавления металла при трении быстровращающегося диска. Производительность этих пил значительно меньше производительности пил горячего резания с зубьями. На рис. 5 дан общий вид саглазковой дисковой пилы конструкции УЗТМ, предназназначенной для горячей резки на мерные длины рельсов, балок и других профилей. Диск жестко закреплен на конце двухопорно-го вала, приводимого в движение электродвигателем переменного тока мощьностью 185 кВт (975 об/мин). Диаметр диска 2000—1800 мм, максимальная окружная скорость 100 м/с. Для обеспечения безопасной работы диск сверху закрыт кожухом; при работе зубья диска интенсивно охлаждаются водой.
Рис. 5. Дисковая салазковая пила Масса салазок воспринимается катками диаметром 350 мм и не передается на реечное зацегпение. Пила установлена на двух направляющих балках (плитовинах и может передвигаться по ним при помощи реечного привода от электродвигателя переменного тока мощьностью 5 кВт (910 об/мин); Скорость передвижения 34 мм/с (перемещение необходимо при резке профилей на различные мерные длины несколькими пилами одновременно). На салазках установлены насосы для подачи жидкой и густой смазки в узлы трения. Реклама:Читать далее:Правильные машины и прессыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|