|
|
Категория:
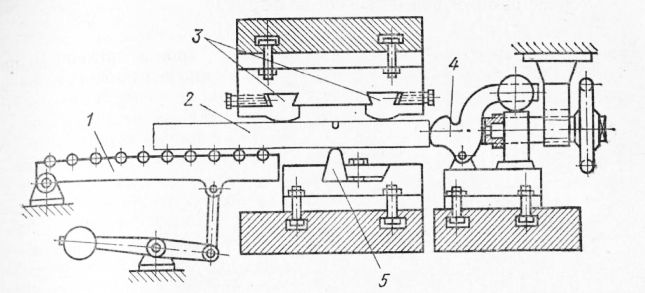
Ковка на молотах и прессах Крупные профили диаметром или толщиной 70—250 мм разделывают на заготовки ломкой на кривошипных или гидравлических прессах. Для этого с одной стороны штанги делают газовым резаком надрез глубиной 10—15 мм при ширине надреза 5—8 мм. Надрезанная штанга по рольгангу подается на стол пресса до упора. Надрез должен располагаться с противоположной стороны неподвижного ножа. При нажатии на штангу двумя сухарями в зоне надреза возникает концентрация напряжений, в результате чего образуется трещина хрупкого излома, приводящая в конечном итоге к отделению со взрывом одной части штанги от другой. Отделяемая заготовка с большой скоростью отлетает в сторону. Величина рабочего хода сухарей небольшая, обычно не превышает 3—7% толщины штанги. К преимуществам ломки на прессах относится простота штампа и высокая производительность. К недостаткам процесса относится то, что на торце заготовки остается ступенька от надреза, затрудняющая иногда установку заготовки при ее осадке в торец.
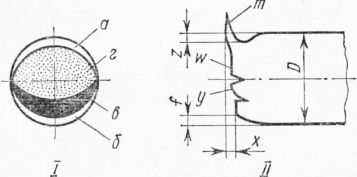
Рис. 1. Характерные зоны на торцах отрезанной заготовки:
Рис. 2. Схема холодной ломки с регулируемым упором и качающимся рольгангом: Реклама:Читать далее:Ацетилено-кислородная, кислородно-флюсовая и плазменная резкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|