|
|
Категория:
Шлифование и полирование стекла Матирование — это химическая обработка отформованного изделия, при которой на его поверхности образуется прочно закрепленный слой кристаллов солей, нерастворимых в воде. Такими нерастворимыми солями являются кислые и основные фториды щелочных, щелочноземельных и основных металлов: например, NaHF2 — кислый фторид натрия, CaF2 — фторид кальция, PbF2 — фторид свинца. Грани кристаллов рассеивают свет, и поверхность изделия становится матовой. От величины выделяющихся кристаллов зависит фактура получаемой поверхности: большое количество мелких кристаллов создает плотную, менее прозрачную фактуру; более крупные кристаллы правильной формы делают поверхность стекла прозрачнее. Регулируя процесс образования кристаллов, получают различную фактуру матовой поверхности. Фактура поверхности зависит от химического состава обрабатываемого стекла и воздействующих на него растворов. Так, на обычных стеклах образуется более плотная, грубая фактура, на свинцовом хрустале —тонкая, более прозрачная. В зависимости состава применяемых растворов матирование бывает грубое, «морозное», тонкое, «шелковистое». «Морозное» матирование напоминает узоры мороза на окнах Такую фактуру получают двухстадийной обработкой изделий сначала в растворе Н20 (10 мас. ч.) и 40%-ной HF (1 мас. ч), затем в растворе NH4HF2 (10 мас. ч.), Н20 (10 мас. ч.) и 40%-ной HF (4 мас. ч.).
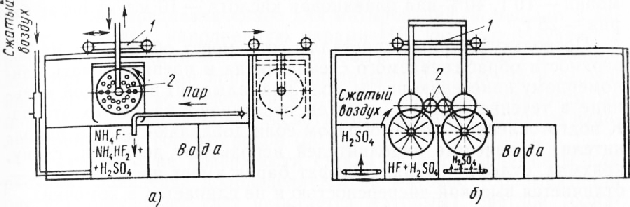
Рис. 1. Многоцикловые установки (а, б) для химического полирования с двумя ваннами:
1 — механизм перемещения кассет, 2 — вращающиеся кассеты
Тонкое матирование — тонкозернистую матовую поверхность получают обработкой стекла в две стадии: первая предварительная—в растворе Н20 (10 мас. ч.) и 40%-ной HF (1 мас. ч.), вторая — матирование раствором Н20 (6 мас. ч.), 40%-ной HF (2 мас. ч.) и К2С03 0,5Н20 (3 мас. ч.). В результате реакции между HF и К2С03 образуется кислый фторид калия, при взаимодействии которого со стеклом получается тонкозернистая поверхность. «Шелковистое» матирование — очень тонкозернистая фактура, напоминающая поверхность шелка. Для предварительной обработки в этом случае используют раствор из Н20 (10 мас. ч.) и 40%-ной HF (1 мас. ч.), а для основного матирования — Н20 (100 мас. ч.), 40%-ная HF (16 мас. ч.), СН3СООН-(3 мас. ч.), 98%-ная H2S04 (1 мас. ч.), 65%-ная HN03 (2 мас. ч.) и 25%-ная NH3 (2 мас. ч.). Большие поверхности обрабатывают более разбавленными растворами, чем достигается большая равномерность матирования. Независимо от фактуры декоративного слоя матирование выполняют в такой последовательности. Перед обработкой поверхность стекла обезжиривают, 04lu щают, промывают, иначе в процессе матирования на поверхно-сти появятся жировые пятна. Повышение температуры растворов способствует ускорению процесса с образованием более ще” роховатого и более плотного матового слоя. Матирующие вещества наносят на стекло по-разному в зависимости от их вязкости. Матирование пастой применяют в основном при производстве бытового стекла в сочетании с такими способами декорирования, как гравировка и травление. Основной компонент паст для матирования — фториды аммония NH4F (чаще) или калия KF. Например, применяют пасту следующего состава: фторид аммония— 10 г, 40%-ная плавиковая кислота— 10 мл, сульфат бария — 25 г. Поскольку крупные кристаллы соли могут образовать на поверхности обрабатываемого стекла пятна и препятствовать равномерному нанесению пасты, соль размалывают в шаровой мельнице в течение 16…24 ч, а затем перетирают на листах стекла. К подготовленной таким образом соли добавляют воду и наполнители. В качестве наполнителей используют декстрин, глину, крахмал, сульфат бария. Сульфат бария имеет преимущества — отличается высокой дисперсностью и не слипается в комочки. Изделия матируют на столах. Длина столов определяется из расчета 1 м на одно рабочее место. Вдоль краев стола под крышкой расположены желоба, по которым непрерывно циркулирует теплая вода. В крышке стола и в желобе у каждого рабочего места с правой стороны от рабочего сделано отверстие. Под столом вдоль него проложен вентиляционный воздухопровод, от которого на поверхность стола, против каждого рабочего места, выходят заборные патрубки, через них вместе с воздухом удаляются пары матирующей смеси, а также газообразные продукты реакции. Пасту наносят на изделие непосредственно перед патрубком. На небольшие участки поверхности, например в узоры, полученные гравированием, пасту наносят живописной кистью слоем не менее 0,5 мм, но не более 1 мм. Изделие покрывают пастой, чтобы поверхность после обработки была однородной; места, на которые пасту наносят в разное время, имеют разную фактуру. После нанесения пасту выдерживают на поверхности изделий 5…10 мин, если паста приготовлена задолго до употребления — до 15 мин. Покрытое пастой изделие кладут у отсасывающего воздух патрубка и приступают к матированию следующего изделия. Когда второе изделие покроют пастой, первое ополаскивают в воде, протекающей по желобам, а на его место кладут свежепокрытое. Матирование в растворе применяют на заводах по производству бытового стекла. Матирующие растворы содержат соединения плавиковой кислоты в значительно меньшей концентра-йй чем пасты. Этим способом можно обрабатывать одновременно большое число изделий, причем как снаружи, так и внутри. Кислыи фторид аммония или кислыи фторид калия растворяют в плавиковой кислоте. Приготовленный раствор выдерживают 24 ч. Для обезжиривания поверхности изделий применяют водный раствор плавиковой кислоты. После очистки изделия погружают в корзинах на 5… 10 мин в ванну для предварительной обработки, а затем на 5… 10 мин в ванну для матирования. По окончании матирования изделия промывают в горячей воде. Матирование парами фтористоводородной кислоты используют для обработки листов стекла, реже стеклянных изделий. Изделие, предназначенное для матирования, помещают в закрытую камеру, наполненную парами HF, которые получают в результате реакции между плавиковым шпатом CaF2 и серной кислотой H2SO4 или концентрированными плавиковой и серной кислотами. По истечении определенного времени отработанные пары фтористоводородной кислоты отсасывают, а вынутое изделие промывают горячей водой (60 °С). Травлением на поверхности стекла создают орнаменты или рисунки. Травление подразделяется на матовое (орнамент или рисунок рассеивает свет и остается матовым), светлое (орнамент или рисунок, оставаясь прозрачным формируется за счет образования рельефа при съеме части стекла с поверхности в процессе химической обработки) и травление по накладному цветному стеклу (способ Галле). Состав раствора или пасты для травления, зависит от химического состава стекла, вида изделия, желаемой фактуры поверхности, способа нанесения и подбирается опытным путем. На характер получаемой поверхности влияют травильный состав, концентрация солей в растворе или пасте, температура, химический состав стекла, а также виды добавок, применяемых для повышения вязкости травильного состава. Процесс травления можно регулировать путем добавления в травильный раствор или пасту кислот H2S04 или НС1, а также вводом активных веществ, которые способствуют образованию в травильном растворе фторсодержащих солей: карбоната натрия (соды) Na2C03, карбоната калия, поташа К2С03, фторидов натрия NaF или аммония NH4F. Введение в состав травильных растворов или паст различных фторидов способствует получению различной фактуры рисунков или орнаментов: NH4F — более плотной и шероховатой, NaF—менее плотной, KF — почти прозрачной. Для получения матового рисунка применяют различные травильные растворы, например: I — фторид аммония—125 г, 40%-ная плавиковая кислота— 150 мл, вода — 250 мл, II — фторид аммония — 250 г, серная кислота — 50 мл, сульфат аммония — 25 г, вода – 250 мл. В отличие от матового при светлом травлении после воздействия соединений плавиковой кислоты на поверхности образуются соединения, легко растворимые в воде. При таком травлении рисунок, образующийся на изделии, остается прочным. При светлом травлении используют следующие растворы (мае. ч.): I — плавиковая кислота—16,7, серная кислота — 22,6, вода — 60,7, II — плавиковая кислота — 1, вода — 3—6. Процесс травления во всех случаях состоит из следующих операций: подготовки стекла (промывки, очистки, обезжиривания), нанесения защитного покрытия, выполнения рисунка, собственно травления (химической обработки поверхности травильными растворами или пастами), отмывки от защитного покрытия и окончательной отмывки.
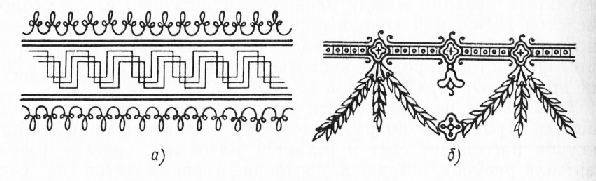
Рис. 2. Рисунки, наносимые пантографом (а) и гильоширной машиной (б)
Защитные покрытия применяют для предохранения поверхности стекла, не занятой рисунком, от действия плавиковой кислоты и ее соединений. Покрытия должны быть кислотоупорными по отношению к плавиковой кислоте и прочим реагентам травильной смеси, хорошо и равномерно растекаться по поверхности стекла, прилипать к нему, быть мягкими и прочными. При гравировании рисунка иглой или каким-нибудь острым предметом защитное покрытие не должно разрушаться. Чаще всего в качестве защитного покрытия используют битумный лак № 350 и мастики, представляющие собой смеси из пчелиного воска, парафина, церезина, горного воска и т. д., приготовленные на основе органических растворителей (скипидар, бензол). На поверхность изделия защитные покрытия наносят кистью, окунанием, распылением, а также стальным клише, штампом или через трафарет. Когда защитное покрытие высохнет и станет достаточно прочным, на нем процарапывают рисунок: пером, штемпелеванием, с помощью пантографа (рис. 2, а), или гильоширной машины (рис. 2, б). Пантограф и гильоширные машины применяют для массового переноса и размножения увеличенных или уменьшенных узоров на поверхность сортовых изделий. Пантографом переносят рисунок с чертежа, шаблона или матрицы на внешнюю поверхность изделия из стекла, покрытую тонким слоем воска, парафина, специальной мастики, после чего изделие с обозначенным рисунком поступает на химическое травление. Конструкция пантографа основана на принципе горизонтального или вертикального шарнирного параллелограмма. Четыре звена пантографа соединены шарнирно и образуют параллелограмм. На одном из звеньев монтируется направляющая с неподвижной осью вращения, относительно которой звено может перемещаться и занимать определенное положение в соответствии с масштабной шкалой. На сочлененном звене установлена и перемещается по своей масштабной шкале направляющая с резцом. Противоположное звено продолжено на шарнир и заканчивается штифтом, острие которого может передвигаться по рисунку шаблона. Конец штифта описывает рисунок, синхронно с ним передвигается резец, который прорезает рисунок шаблона в слое воска, парафина или специальной мастики, но в заданном уменьшенном масштабе, который устанавливают по соответствующим звеньям. Шаблон представляет собой металлическую плиту, на которой в виде выемочной гравюры изображен рисунок, состоящий из углубленных канавок. Эти канавки служат направляющими для копирующего штифта пантографа. Разница между пантографом и гильоширной машиной состоит в том, что с помощью пантографа можно получать более разнообразные линейные рисунки, кроме того, пантографом можно воспроизводить изображения в любом измененном масштабе, перенося их с горизонтальной плоскости в вертикальную (и наоборот). На гильоширных машинах декорируют обычно изделия с ножкой, имеющие такую форму, при которой стенка изделия и горизонтальные иглы копировального аппарата образуют угол, близкий к 90°. На пантографе можно одновременно обрабатывать до 24 изделий, на гильоширных машинах — восемь. С помощью гильоширной машины узор получают в результате сложения нескольких движений, например вращения изделия вокруг собственной оси и перемещения в том или ином направлении вдоль оси через правильные промежутки времени. Своеобразный рисунок получают, протравливая стенки изделия поднимающимися вдоль стенки пузырьками газообразных продуктов (используют безводную смесь плавиковой и серной кислот в соотношении по объему 1:2). Для устойчивости изделие заливают водой и устанавливают в травильной ванне. В результате реакции пузырьки, скользя вдоль стенок, поднимаются вверх. Плавиковая кислота сильнее действует на стекло там, где прошли пузырьки, и по следу движения пузырьков протравливаются глубокие линии. Если на поверхность изделия разбрызгивать парафин или, например, губкой нанести беспорядочные капли парафина, то пРи травлении стекла составом HF:H2S04= 1:1,5 (объемные части) можно получить «льдистые лучи», расходящиеся от глад, ких (защищенных парафином) участков стекла. Травление по цветному стеклу (способ Галле) при-меняют для получения сложных полутоновых рельефных рисунков, чаще всего на накладном (двухслойном) стекле. Цветной слой протравливают на различную глубину, добиваясь при этом необходимой интенсивности цвета на каждом участке травления. В зависимости от замысла художника отдельные участки изделия протравливают до основного, обычно бесцветного слоя. В это время остальные участки, цвет которых хотят сохранить, защищают покрытием — лаком. Для травления цветного стекла применяют чистую плавиковую кислоту. Лак смывают и проверяют четкость контуров оставшихся нетронутыми участков стекла. Затем защитным покрытием покрывают те участки изделия, которые должны сохранить исходную интенсивность окраски. На открытые участки кисточкой наносят плавиковую кислоту. Эту операцию повторяют многократно, чтобы воспрепятствовать накоплению на поверхности обрабатываемых участков нерастворимых солей. Как только становится ясно, что получена необходимая интенсивность обрабатываемого слоя, эти участки покрывают защитным покрытием, предохраняя их от действия плавиковой кислоты. Обработку остальных деталей продолжают до получения более светлого оттенка. Затем снова достаточно протравленные участки покрывают защитным покрытием и процесс обработки продолжается. Таким образом можно выполнить сложные полутоновые рисунки на стекле. Если на поверхность нанести очень тонкие слои защитного покрытия, которые частично пропускают кислоту, можно получить очень мягкие цветовые переходы. Если подвергать кислотной обработке фон, можно получить рельефное изображение. Такой способ травления иногда называют кислотным гравированием.
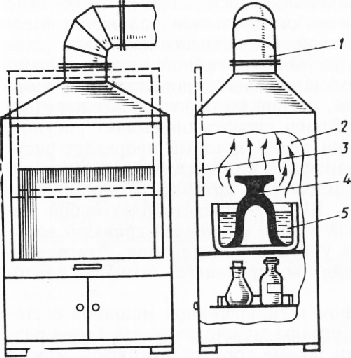
Рис. 3. Шкаф для травления штучных изделий небольшого размера:
1 — вентиляционная труба, 2 —рабочая камера, 3 — дверца, 4 — обрабатываемое изделие, 5 —травильная ванна
После травления изделия промывают в теплой воде, удаляют растворителем защитное покрытие и подвергают окончательной мойке и сушке. Для травления изделии применяют шкафы (рис. 3), оснащенные фильтром и вентиляционной трубой для улавливания паров плавиковой кислоты. Плотно закрывающиеся дверцы шкафа открывают только для того, чтобы поместить изделия в рабочую камеру или удалить их оттуда. Травильную мастерскую изолируют от соседних помещений двойными дверями. Кроме вытяжной вентиляции травильную мастерскую оборудуют принудительной приточной.
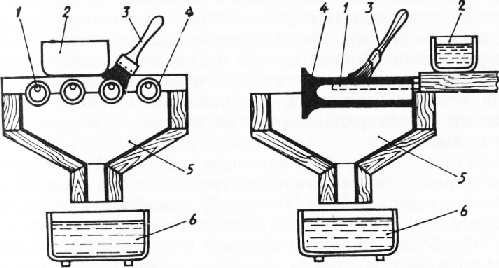
Рис. 4. Организация рабочего места для травления рисунков:
1— стержни, 2, 6 — сосуды для кислоты, 3 — кисть, 4 — изделие, 5 — сборник
Рабочее место для травления художественных рисунков (рис. 4) организуют следующим образом. Четыре изделия подвешивают одновременно на деревянные стержни, которые укрепляют на конце деревянного верстака, прилегающего к рабочему месту. Плавиковая кислота находится в кислотоупорном сосуде. Рабочий одной рукой поворачивает изделие, а другой — при помощи кисти, которую он периодически смачивает плавиковой кислотой, натирает поверхность изделия. Обработав последовательно все изделия один раз, мастер вновь возвращается к первому и весь цикл повторяется. При обработке кислота стекает в сборник из кислотоупорного материала, а затем в сосуд для окончательного сбора кислоты, так как ее йспользуют повторно. Во избежание сброса травильных растворов в городскую канализацию все рабочие места снабжают нейтрализующими известковыми фильтрами. Рабочие работают в резиновых перчатках и фартуках, одетых поверх кислотоупорной одежды. Реклама:Читать далее:Декалькомания, шелкотрафаретная печатьСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|