|
|
Категория:
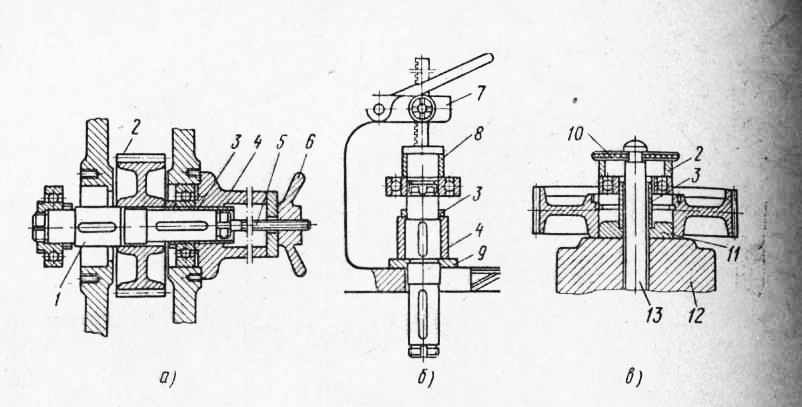
Слесарно-механосборочные работы Механизация сборки прессовых соединений. Применение различных прессов ручных (винтовых, реечных, маятниковых, эксцентриковых), приводных механических, пневматических, гидравлических, электромагнитных и электровибрационных — позволяет увеличить производительность по сравнению с ручной запрессовкой в несколько раз и повысить качество запрессовки. Тип механизированного инструмента или пресса и величину развиваемого им предельного давления выбирают в соответствии с конструкцией и размерами сопрягаемых деталей и расчетным усилием запрессовки. Применение механических приспособлений для запрессовки деталей в значительной степени сокращает трудоемкость операции по сравнению с ручной запрессовкой. Приспособление для запрессовки детали в зубчатое колесо состоит из направляющей втулки, опорной втулки, затяжной шпильки и затяжной гайки.
Рис. 1. Схемы запрессовки деталей с помощью механических приспособлений:
а — винтового ручного приспособления, б — ручного реечного пресса, в – гидравлического пресса
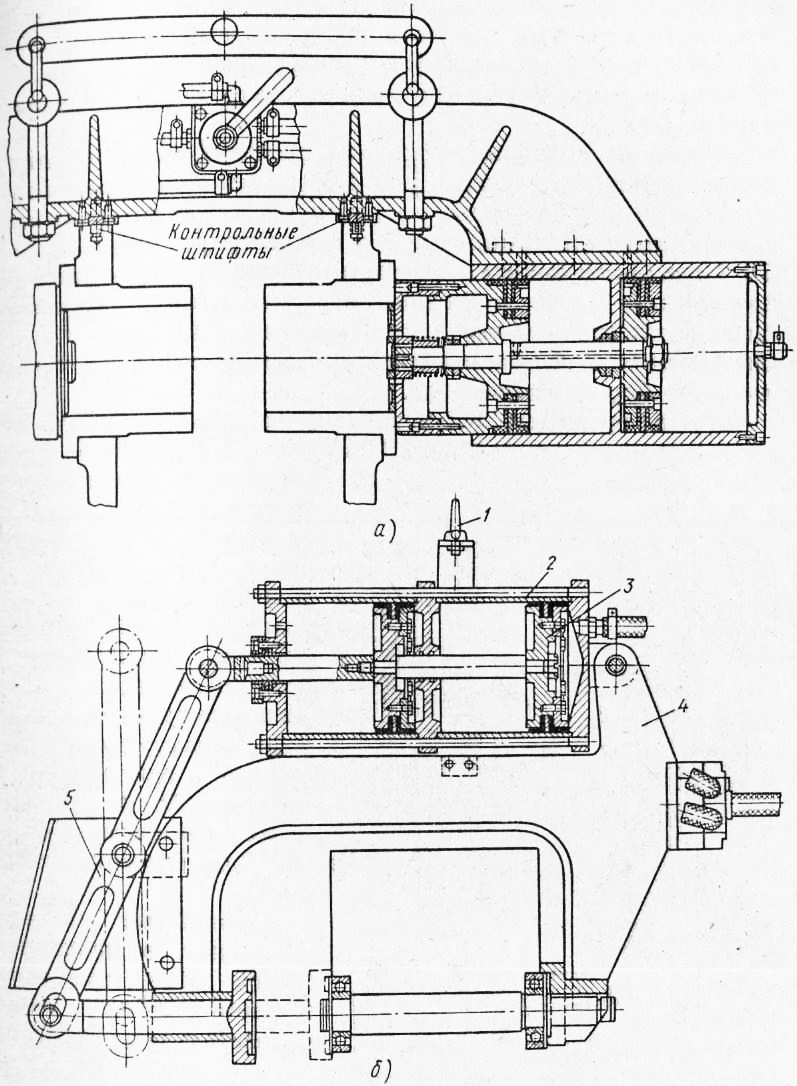
Запрессовка шарикоподшипника на вал ручным прессом показана на рис. 1,б. Это приспособление состоит из ручного реечного пресса, нажимной втулки. Направляющей втулки, ограничительной втулки и опорной шайбы. На рис. 1,в показана схема запрессовки шарикоподшипников в зубчатые колеса с помощью приспособления, состоящего из быстросъемной шайбы, опорной втулки, направляющей втулки, направляющей шайбы, опорной плиты и штока пресса. Переносные приспособления с пневматическим приводом также облегчают труд рабочего и повышают производительность. Пневматическое приспособление (рис. 2, а) выполнено в виде С-образной стальной скобы, на концах которой укрепляются два пневматических цилиндра. Сдвоенные цилиндры позволяют создать усилие запрессовки около 50кН (5 тс). Приспособление подвешивают на рабочем месте на тросе подъемника. При опускании на базовую деталь приспособление устанавливают на контрольные штифты. Для запрессовки подшипников качения в корпуса и на валы применяют подвесное приспособление со сдвоенным пневмоци-линдром и рычажным усилителем. Автоматизация сборки прессовых соединеиий. Эта операция особых затруднений не вызывает, если запрессовываются втулки, пальцы, штифты и другие детали небольших размеров и простой формы. Автоматическая сборка прессовых соединений обычно производится толкающим механизмом. Для устранения перекосов при автоматической запрессовке необходима точная установка сопрягаемых деталей в исходном положении Это достигается тем, что на сопрягаемых поверхностях соби* раемых деталей” делаются фаски, закругленные края или небольшие пояски с гарантированным зазором для лучшею направления.
Рис. 2. Устройство подвесных пневматических приспособлений для запрессовки деталей:
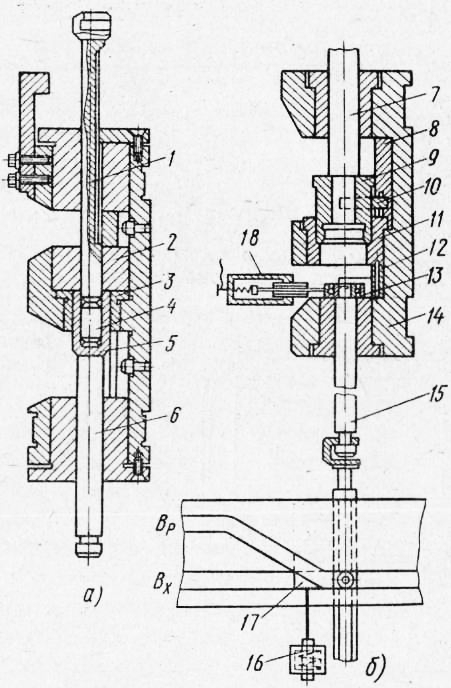
Примером подобных сборочных операций может служить сборка пальца и втулки с помощью блоков инструментов, установленных на роторных сборочных машинах. Детали подаются пуансонами в центрирующие матрицы, где последующим движением пуансонов производится их запрессовка. После завершения операции готовая сборочная единица пуансоном перемещается на нижний уровень, где он снимается или передается транспортным ротором на последующие сборочные операции. Другим примером сборочной операции может служить запрессовка шарикоподшипника во втулку. Блок состоит из цилиндрического корпуса, подавателя-упора для базирования втулки и запрессо-вочного пуансона-выталкивателя. В корпусе соосно смонтированы приемное гнездо с пружинными губками для удержания втулки, двусторонняя центрирующая матрица с пружинными приемными губками для шарикоподшипника. Собираемые детали поступают в приемные гнезда (губки) через окна в корпусе блока, затем подаватель-упор движением вниз вводит втулку в верхнее отверстие центрирующей матрицы до упора в ее торцовый уступ. После этого запрессо-вочный пуансон при движении вверх вводит подшипник в нижнее о.твер-ciiie центрирующей матрицы и запрессовывает шарикоподшипник в гнездо во втулке.
Рис. 3. Устройство блоков инструментов для роторных сборочных машин :
а — для запрессовки пальцев, 6 — для запрессовки подшипников
Нормальное положение подшипника в блоке контролируется путевым щупом, проверяющим все проходящие мимо него блоки ротора. Копир, управляющий движением ползунов, выполняется с двумя ветвями и передвижной стрелкой которая с помощью электромагнита перемещается без значительного усилия на ту или другую ветвь в соответствии с показаниями контрольного прибора. При отклонении детали от нормального положения передвижная стрелка перекрывает рабочую ветвь Вр копира и пропускает ролики ползунов по холостой ветви исключая взаимодействие инструмента с деталью, занявшей неправильное положение. Реклама:Читать далее:Основные элементы сборочных автоматовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|