|
|
Категория:
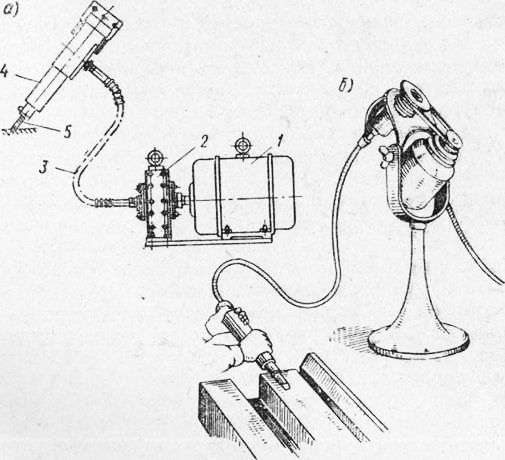
Шабрение, притирка и др. Ручное шабрение — один из наиболее трудоемких процессов слесарной обработки — можно заменить более производительными способами: механической обработкой поверхностей, применением специальных шабровочных станков и головок, использованием механизированных шаберов электрического и пневматического действия и др. Замена ручного шабрения механической обработкой. Часто оказывается возможным заменить шабрение шлифованием, чистовым строганием, фрезерованием, тонким растачиванием, притиркой и другими отделочными процессами механической обработки. Шлифование вместо шабрения позволяет в 5—10 раз повысить производительность труда. Шлифованием удается заменить ручное шабрение на таких крупных деталях, как станины станков, корпуса турбин и пр. В этих случаях работа ведется либо на специальных шлифовальных станках, либо на универсальных строгальных, фрезерных и других станках, снабженных съемными шлифовальными головками. Применение самодвижущихся шлифовальных головок позволяет механизировать малопроизводительные и тяжелые приемы ручного шабрения и сократить более чем в 3—3,5 раза время обработки направляющих станин. В ряде случаев оказывается возможным заменить ручное шабрение шлифованием при помощи угловых пневматических шлифовальных машинок или ручных сверлильных машинок пневматического действия, на шпиндель которых устанавливают чашечный шлифовальный круг. При обработке направляющих крупных чугунных станин трудоемкое ручное шабрение на некоторых заводах успешно заменяют тонким (финишным) строганием широкими резцами; производительность труда при этом возрастает в 40—50 раз. После такого строгания необходимо лишь декоративное шабрение — наведение «мороза». Эффективным оказывается и замена шабрения крупных деталей тонким фрезерованием. Иногда объем шабровочных работ по подгонке чугунных и бронзовых втулок в одноосных отверстиях значительно уменьшается благодаря применению специальных разверток. Еще более эффективным оказывается замена шабрения протягиванием и прошиванием. В отдельных случаях ручное шабрение успешно заменяют механизированной притиркой поверхностей пастами. Механизированное шабрение. Наиболее простым методом механизации ручного шабрения является применение специальных передвижных установок, состоящих из электродвигателей с редукторами, гибких валиков и шабровочных головок. Общий вид такой установки показан на рис. 1, а. От электродвигателя мощностью 0,25—0,6 кВт через редуктор посредством гибкого вала вращательное движение передается механизму шабровочной головки, который преобразует его в возвратно-поступательное движение шабера. Электродвигатель и редуктор установлены на одной плите и по мере необходимости могут быть перенесены с одного места на другое. Аналогичная шабровочная головка с электродвигателем, установленным на специальной переносной стойке, приведена на рис. 1,б.
Рис. 1. Передвижные шабровочные головки электрического действия с гибким валом:
а—на плите; б—на переносной стойке
Существует много различных конструкций шабровочных головок, но все они основаны на одном принципе преобразования вращательного движения гибкого вала в возвратно-поступательное движение шабера при помощи специального механизма, заключенного внутри головки. Из подобных механизмов применяются: кривошипные механизмы; конические передачи с кривошипными механизмами; механизмы, состоящие из эксцентрика и кулисы; рычажно-шатунные механизмы и др. Наиболее просты и чаще других используются кривошипные механизмы или устройства с небольшой конической передачей и кривошипным механизмом. Недостатком “таких головок является невозможность регулирования величины хода шабера. Этого недостатка лишены головки с кулисными механизмами, допускающими регулирование величины хода шабера. Реклама:Читать далее:Брак при шабрении и его предупреждениеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|