|
|
Категория:
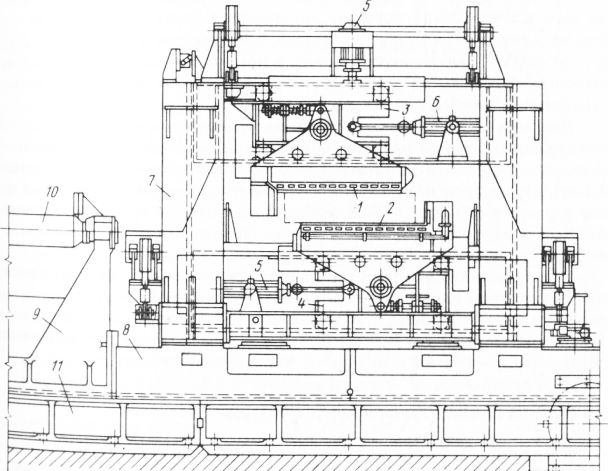
Эксплуатация транспортного оборудования цехов После прокатки слитков на обжимных станах на поверхности блюмов (слябов) наблюдаются различные дефекты (трещины, закаты окалины, шлака и т.д.) Перед дальнейшей прокаткой заготовки зачищают сразу же после окончания их прокатки на стане, т.е. в потоке движения горячего металла по рольгангу от стана к ножницам. Эта операция полностью механизирована и частично автоматизирована и поэтому получила широкое распространение. На рис. 1. показан общий вид машины огневой зачистки (МОЗ) слябов, установленной за рабочей клетью слябинга (перед ножницами) и предназначенной для зачистки на ходу поверхности слябов шириной до 1500 мм и толщиной до 250 мм одновременно со всех четырех (или только с двух) сторон; глубина зачистки (толщина поверхностного металла с дефектами) составляет 1,5—3 мм и регулируется путем изменения скорости рольганга (0,25-0,75 м/с). Газорежущие блоки верхний и нижний установлены на суппортах перемещаемых по вертикали и горизонтали гидроцилиндрами.
Рис. 1. Машина огневой зачистки слябов Вертикальные стойки машины установлены на раме, скрепленной с рамой двухроликовой секции рольганга; если не требуется огневая зачистка металла (а также в случае ремонта), МОЗ может быть смещена с линии потока металла путем передвижения машины по фундаментальной плитовине (при помощи реечной передачи), при этом освободившееся место будет занято секцией рольганга. Газорежущие блоки имеют щелевидные сопла, расположенные под углом около 25° к поверхности металла. При движении блоков к металлу автоматически включается подача к соплам кислорода и горючего газа (ацетилена, природного или коксового газа), загорающихся от горячего металла. Поверхность металла оплавляется, и в этот момент сгорает железо металла, благодаря чему температура пламени повышается до 2500—3000°С и расплавляется поверхностный слой металла. Одновременно включается система гидросбива высокогодавления (до 3 МПа) образующего шлака. При сплошной огневой зачистке сжигается поверхностный слой металла толщиной до 2,5 мм, потери металла составляют 1,5—3,5 %. При такой относительно большой потере металла сплошная огневая зачистка блюмов (слябов) целесообразна только для наиболее дешевой малоуглеродистой стали при наличии значительных дефектов на поверхности по всей длине блюмов (слябов). Во многих случаях, особенно для слябов из качественной стали, применяют огневую зачистку только с двух сторон слябов, выборочную зачистку в потоке (не всех слябов, а только имеющих значительные дефекты), а также выборочную зачистку холодных блюмов (слябов) на складе. При сплошной огневой зачистке металла удельные расходы составляют: кислорода (при давлении 0,3 МПа) около 4 м3 на тонну металла, ацителена (при 0,025 МПа) или природного газа (при 0,06 МПа) около 0,3 м3/т. Для удаления большого количества образующегося дыма машина огневой зачистки (МОЗ) снабжена вентиляционной системой; кроме того, предусмотрены автоматические системы на случай тушения пожара на кислородопроводах при помощи азота. Следует отметить, что на малых блюмингах, прокатывающих слитки_ из легированной стали, а также на заготовочных станах вместо машины огневой зачистки иногда устанавливают фрезерные многорезцовые (дисковые) станки для механической зачистки (снятия стружки) с горячих слитков, блюмов и заготовки (термофрезерование).
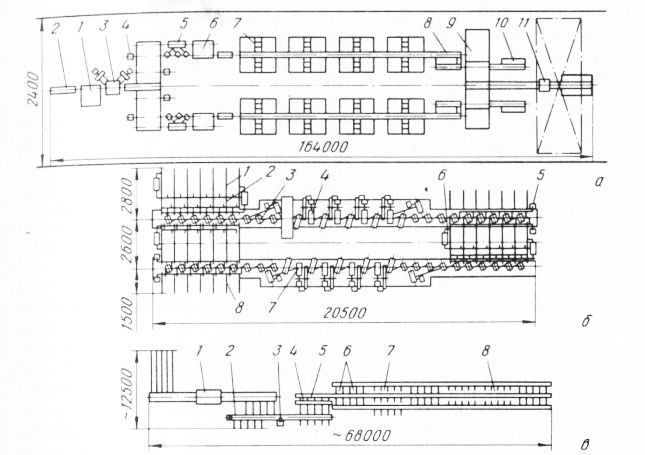
Рис. 2. Схемы поточных линий для отделки и контроля качества сортового проката Круглый профиль в пакетах укладывается на загрузочное устройство и с помощью дозатора и толкателя задается в правильную машину с косорасположенными гиперболоидными роликами. Выправленные профили в два параллельных потока идут к подрезно-расточным станкам для подрезки торцов, к наждачным станкам для сплошного (или змейкой) светления и к наклонным стеллажам для обнаружения дефектов. Выборочная абразивная зачистка дефектов проводится на восьми шлифовальных станках. На наждачных станках осуществляется проверка однородности проката по искре. На вязальной машине прокат маркируется, обвязывается и взвешивается. Прокат с неисправимым браком направляется в карман. Если по длине проката имеются Дефектные участки, то они вырезаются на станке анодо-механической резки. Диаметр проката, подвергаемого зачистке, 50—110 мм. На некоторых заводах для зачистки и правки легированного проката в поточных линиях вместо абразивных станков применяют фрезерные или газорежущие головки. Агрегат для сплошной шлифовки круглого проката состоит из двух поточных линий шлифовки круглых штанг диаметром 0—70 мм из нержавеющей высоколегированной стали. Штанги длиной 6 м с мостовым краном подаются на загрузочный стеллаж и с помощью дозаторов поступают на приемный рольганг с косорасположенными роликами. Штанга движется по рольгангу и вращается вокруг продольной оси, при этом она замыкает контакты включения шлифовальных головок четырех абразивных станков. Абразивный круг плавно прижимается к штанге; скорость вращения круга 20-50 м/с. За один проход снимается слой металла до 0,3 мм. Сбрасыватель и передающее устройство передают штангу на вторую линию станков для дополнительной шлифовки, а затем штанги поступают в карман готовой продукции. Поточная линия для отделки и контроля круглого и квадратного проката предназначена для повышения качества готовой продукции в поточной линии путем применения ультразвуковой и магнитной дефектоскопии поверхности проката. Прокат после правильных машин укладывается на загрузочный стеллаж, подвергается очистке в дробеструйной машине и ультразвуковому контролю подповерхностных дефектов на установке. На станке абразивным кругом обрезаются концы штанги, а на установке штанга намагничивается и на ее поверхность наносится флуоресцентный порошок. На участке в ультрафиолетовом свете выявляются и отмечаются мелкие поверхностные дефекты. Зачистка более глубоких и мелких поверхностных дефектов осуществляется шлифовальными машинками на абразивных станках и ручными машинками. Готовая продукция поступает в карманы, обвязывается в пачки и убирается на склад. Реклама:Читать далее:Машины и механизмы для клеймения и маркировки прокатаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|