|
|
Категория:
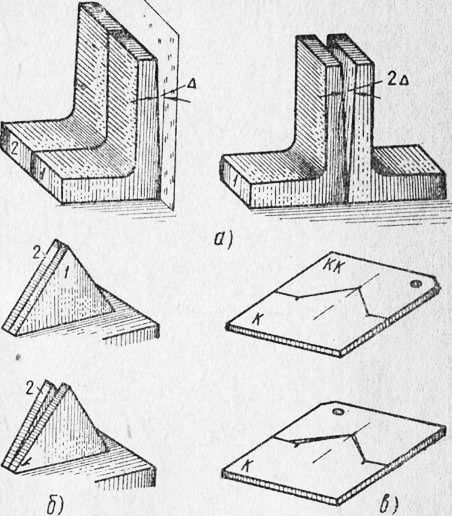
Слесарно-инструментальные работы Далее: Профильное шлифование Вспомним принципы, о которых говорилось ранее в связи с построением технологического процесса, а именно правило «единства баз», правило наименьшего числа установок и правило кратчайших путей. Эти правила находят практическое применение в работе каждого квалифицированного слесаря. И все же они касаются только общих вопросов построения любой технологии, но не конкретизируют как добиться высокой точности образуемого рабочего профиля. инструмента. О том, как этого добиться, расскажем ниже. Прежде всего необходимо обеспечить точные измерения детали, поскольку процесс производства и процесс измерения в инструментальном деле неразрывно связаны друг с другом. Известно четыре метода точного контроля профиля инструмента: Самым совершенным из перечисленных методов является метод теневого изображения, а наиболее распространенным — метод све товой щели. Известно, что при пользовании методом световой Щели произ водственный процесс представляет собой ряд операций по пригонке профиля детали к профилю калибра, имеющего профиль обратный профилю детали. Этот процесс называется припасовкой. Качество припасовки контролируется на просвет. При таком способе проверки деталь и калибр обязательно должны быть расположены в одной плоскости, например, на куске оконного стекла, чтобы величина просвета не искажалась от неправильного расположения сравниваемых предметов. Точное соответствие профиля предметов особенно важно в производстве калибров, где калибры очень часто припасовываются к ранее изготовленным контркалибрам с целью сохранения единства размеров у всех экземпляров: и тех, которые уже находятся в эксплуатации, и тех, которые изготовляются вновь. Тем не менее и при таком способе производства качество припасовки будет не высоким, если учесть, что как калибр, так и контркалибр, при самой точной припасовке могут иметь иногда не заметные, но существенные отклонения. Следовательно, инструментальщики должны располагать таким средством, которое бы позволило обнаружить и устранить эти незаметные отклонения. Такое средство существует. Это так называемый принцип симметричного удвоения ошибок. В чем сущность этого принципа? Дело в том, что если произведена припасовка калибра с симметричным профилем к контркалибру без видимого просвета между ними, при повороте одного из них на 180° между отдельными элементами профиля может оказаться значительный просвет. Просвет становится видимым, так как ошибки профиля, допущенные в припасовке л направленные в одну и ту же сторону, получают при таком повороте противоположное направление, образуя просвет, величина которого равна удвоенной величине ошибки и поэтому легче обнаруживается. Это замечательное свойство широко используется в технологии точного производства. С практическим применением принципа симметричного удвоения ошибок мы уже имели дело, когда рассматривали способы совмещения граней и трех плит. Так, например, в методе трех плит, пригоняя две поверхности к одной и той же поверхности плиты, рабочий стремился сделать их совершенно одинаковыми, чтобы в дальнейшем, приложив их друг к другу, обнаружить по удвоенной величине просвета место и характер допущенных ошибок”, а затем и устранить их. Точно также этот принцип был применен’нами при совмещении граней во время шабрения. Другие примеры практического применения этого принципа приведены на рис. 80, а —обработка угольников; на рис. 80, б — обработка треугольных равносторонних вкладышей; на рис. 80, в — припасовка калибров к контркалибрам. Принцип симметричного, удвоения ошибок особенно широко применяется в производстве профильных калибров, где его используют как средство, позволяющее достигнуть симметричного расположения элементов профиля. Припасовывая калибр к контркалибру, их периодически повертывают на 180° по отношению друг к другу и добиваются симметричности профиля за счет уменьшения просветов при поворотах. Описанный способ припасовки носит название кантовки. При припасовке калибров с кантовкой очень важен порядок обработки отдельных сторон профиля комплекта. Слесарь-лекальщик А. М. Чугунов рекомендует следующий порядок обработки комплекта, подтвержденный его многолетней практикой:
Рис. 1. Применение принципа симметричного удвоения ошибок.
Известно, что профиль детали точен, если он прилегает без видимых просветов к соответствующему профилю калибра или контркалибра. Обычно профили калибра и контркалибра состоят из целой суммы отдельных геометрических элементов. Поэтому затруднительно обрабатывать их ср’азу по всем элементам. Прилегание профилей достигается последовательной обработкой каждого из элементов в отдельности, и только после окончательной их готовности профиль может быть проверен соответствующим полным калибром. Это объясняется тем, что еще не обработанные поверхности детали не могут дать полного прилегания комплексного измерительного средства. При таком технологическом процессе проверка может быть осуществлена только элементными калибрами. Вспомогательные калибры, изготовляемые слесарем для контроля отдельных элементов профиля в процессе его обработки, называются выработками. Применение выработок для элементного контроля в сочетании с калибром или контркалибром для общего контроля — является обязательным условием точного воспроизведения профиля. Такой технологический процесс основывается на практическом применении основного принципа точных измерений — принципа подобия, согласно которому предмет может быть точно измерен только в том случае, если одно из измерительных средств проверяет деталь по ее отдельным элементам, а другое — всю деталь в целом, т. е. представляет собой подобие сопрягаемой детали. Конструкция выработок должна соответствовать принятому порядку обработки, т. е. в качестве измерительных баз для последующих измерений принимаются ранее обработанные стороны калибра. Все выработки конструируются от одной базы, и эта база выбирается такой, чтобы одни и те же выработки оказались пригодными для изготовления детали под закалку для ее последующей обработки. Если так сконструировать выработки нельзя, то их размеры предусматривают оставление необходимых припусков под закалку.
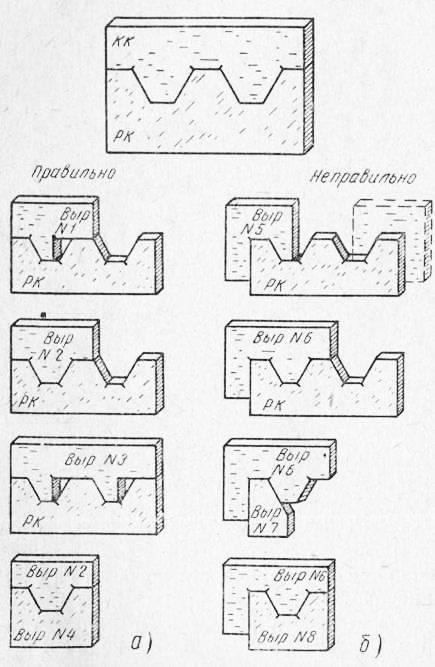
Рис. 2. Система выработок.
При конструировании и изготовлении выработок стремятся упростить их конструкцию, а это означает, что профиль выработки должен состоять не более чем из 1—2 элементов. В противном случае снова потребуются дополнительные вспомогательные калибры, изготовление которых повысит стоимость детали. Измерение рабочих размеров выработок должно производиться универсальным измерительным инструментом. Изложенные правила конструирования выработок в применении к изготовлению сложного углового калибра проиллюстрированы на рис. 2. Изображенные здесь рабочий калибр РК и контрольный калибр КК могут быть изготовлены при помощи четырех выработок. Выработка №1 служит для выполнения угла наклона всех четырех наклонных граней калибра и контркалибра, а также глубины всех впадин и выступов. Выработка №2 позволяет получить точное расстояние между наклонными гранями впадин. Выработка №3 дает возможность выдержать точную величину шага между впадинами и выступами контркалибра. И, наконец, выработка № 4 служит для изготовления выступов контркалибра и спаривания размера калибра с размером контркалибра. На рис. 2, б изображена другая, неудачная, система выработок. Ее недостатки состоят в том, что базы, принятые для контроля, представляют собой дополнительные технологические базы, требующие излишней обработки нерабочих сторон калибра, в чем нет никакой необходимости по условиям эксплуатации калибра. Кроме всего, такие выработки нельзя использовать для обработки калибров после закалки, тогда как размеры выработок, изображенных на рис. 2, а, не зависят от припуска на чистовую обработку. Изложенное ясно показывает значение выработок, как инструмента, гарантирующего размеры, взаимное расположение элементов профиля и увязку их с размерами комплексных калибров. Реклама:Читать далее:Профильное шлифованиеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|