|
|
Категория:
Технология миниатюрных изделий Накатывание наружной резьбы на миниатюрных изделиях является прогрессивным и все более широко применяемым процессом. Накатывание основывается на пластической деформации материала изделия, при котором цилиндрическая заготовка с наружным диаметром, приблизительно равным среднему диаметру накатываемой резьбы, вращается между накатными роликами или плашками, имеющими негативный профиль резьбы. При этом резьбовые выступы накатного инструмента вдавливаются в поверхность заготовки и образуют в ней впадины, а вытесненный материал перемещается наружу в радиальном направлении, образуя на заготовке выступы резьбы. В процессе накатывания под влиянием пластической деформации создаются остаточные сжимающие напряжения с благоприятным распределением их по сечению резьбы. Твердость поверхностного слоя накатанной резьбы выше, чем у нарезанной, поэтому сопротивление их износу на 25—30% выше.
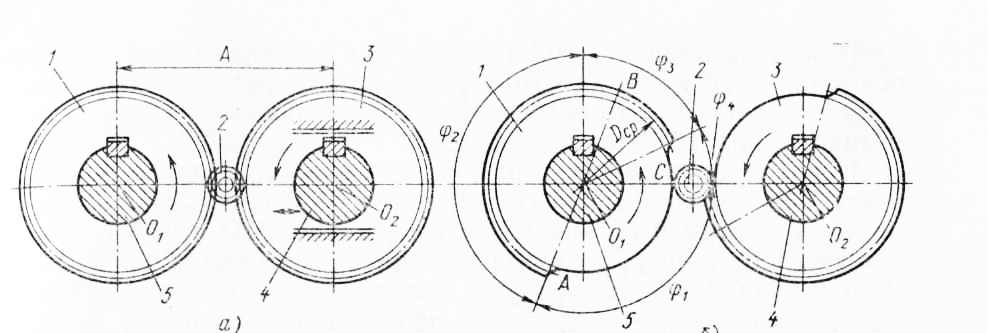
Рис. 1. Резьбоиакатные ролики
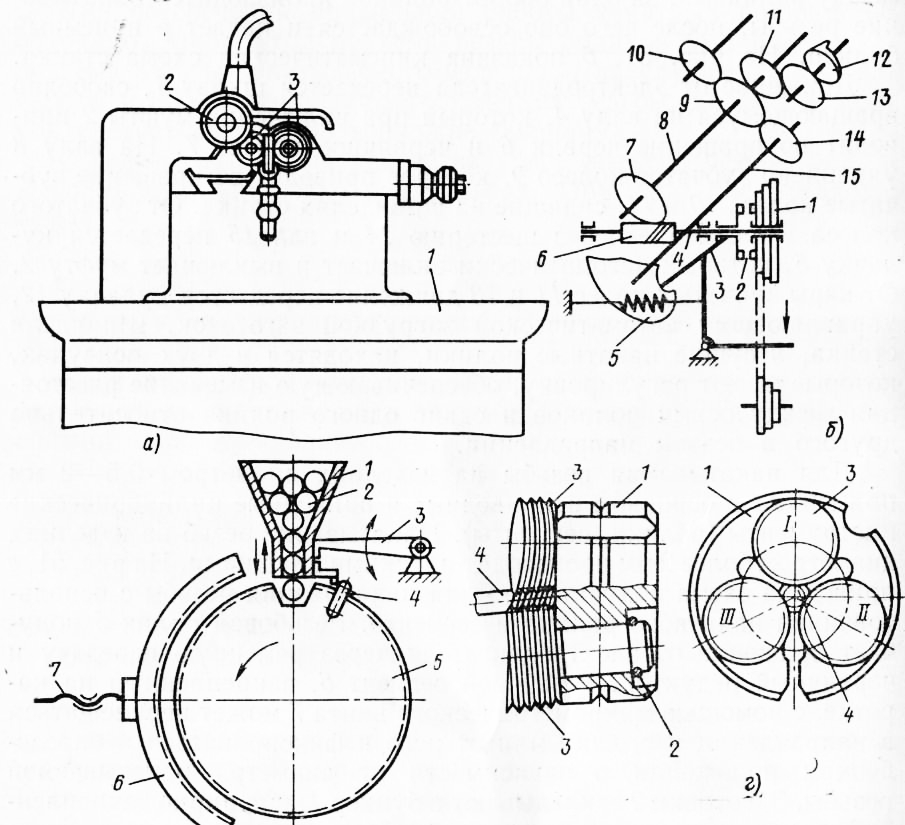
Технологический цикл холодного накатывания резьбы включает быстрый подвод ролика к поверхности заготовки, относительно медленное вдавливание резьбовых выступов в материал заготовки, калибрование получившегося профиля и быстрый отвод ролика в исходное положение. Типы накатных устройств. Накатывание резьб производят приводными цилиндрическими и фасонными роликами, накатным роликом и сегментом, резьбонакатными цилиндрическими и плоскими плашками. Накатывание резьбы на цилиндрических изделиях диаметром 0,3 мм и более осуществляют с помощью накатных роликов. Получили распространение цилиндрические и фасонные затыло-ванные ролики. Последние наиболее часто применяют для накатки резьб на изделиях диаметром от 0,3 мм до 1 мм. Накатывание цилиндрическими роликами производят на изделиях диаметром от 1 мм и более. Ролики сидят на шпинделях и фиксируются шпонками. Изделие размещают между ними. Один из роликов имеет возможность перемещаться в горизонтальном направлении, за счет чего достигается изменение расстояния между осями роликов. При накатывании цилиндрическими роликами средний диаметр накатных роликов во всех сечениях постоянный, а накатывание, калибровка и зажим заготовки происходят за счет изменения в процессе накатывания расстояния между роликами. При накатывании резьбы фасонными роликами оси шпинделей, на которые насаживают ролики, устанавливают неподвижно, что обеспечивает получение более стабильных размеров накатываемых изделий. Накатываемое изделие размещают между профилированными участками роликов. Резьбовой профиль на затылованных роликах выполнен на определенных участках. На участке, соответствующем углу ф, ролика, происходит вход и выход накатываемого изделия. В точке А ролик начинает соприкасаться с изделием, и на участке профиля ср2 происходит постепенное полное выдавливание резьбы. На участке профиля ср3 резьба калибруется, а на участке ф4 изделие выходит из зоны накатки и падает в приемный бункер. Для обеспечения правильной работы накатных роликов необходимо, чтобы угол подъема резьбы роликов был равен углу подъема резьбы накатываемого изделия. Для улучшения условий работы и обеспечения лучшего качества резьбы, диаметры роликов следует выполнять возможно большими. Размеры заготовок изделий под накатывание одних и тех же типоразмеров резьб меньше размеров заготовок под нарезание. Обычно заготовки под накатывание резьб обтачивают. Накатывание на резьбонакатных станках. Накатывание резьбы производят на резьбонакатных станках. Для накатывания резьбы на изделиях (метчиках) диаметром от 0,3 до 0,9 мм служит станок, схема которого приведена на рис. 2, а. На станине станка размещен механизм накатывания, загрузочное устройство и механизм подачи заготовок в зону накатывания. Накатные ролики укреплены на шпинделях. Изделие поступает в зону между роликами, за один оборот роликов производится накатывание резьбы, после чего оно освобождается и падает в приемный бункер. На рис. 2, б показана кинематическая схема станка. Движение от электродвигателя передается шкиву, свободно вращающемуся на валу, который при включении муфты приводит во вращение червяк и червячное колесо. На валу укреплено зубчатое колесо, которое приводит во вращение зубчатые колеса, сидящие на шпинделях станка. От зубчатого колеса 9 движение через шестерню и вал передается кулачку, который автоматически включает и выключает муфту. От пары зубчатых колес движение передается кулачку, управляющему автоматической загрузкой заготовок. Шпиндели станка, несущие накатные ролики, находятся в двух ползунах, которые имеют регулировку, обеспечивающую изменение расстояния между осями роликов и сдвиг одного ролика относительно другого в осевом направлении. Для накатывания резьбы на изделиях диаметром 0,5—2 мм применяют в основном неприводные и приводные цилиндрические инструменты (ролики, сегменты). Накатывание резьб на изделиях диаметром более 2 мм производят плоскими плашками. На рис. 2, в приведена схема полуавтомата для накатывания резьбы с использованием накатного ролика и сегмента. Резьбовой ролик получает вращение от электродвигателя через ременную передачу и червячный редуктор. Резьбовой сегмент, закрепленный на каретке, с помощью микрометрического винта может перемещаться в направлении к ролику или от него и фиксироваться в определенном положении в зависимости от диаметра накатываемой резьбы. Заготовки закладывают в бункер, шарнирно закрепленный на оси посредством рычага. При вращении ролика кулачок, расположенный нашего торцовой части, приподнимает его, и очередная заготовка падает в выемку ролика и прокатывается между роликом и сегментом. Отечественной промышленностью выпускается специальное резьбонакатное оборудование. В корпусе плашки установлены три цилиндрических ролика с кольцевым профилем резьбы. Ролики свободно вращаются в корпусе и удерживаются от выпадения пружинными кольцами. Для образования первых ниток резьбы должна быть обеспечена принудительная подача плашки на заготовку. Дальнейшая подача осуществляется самозатягиванием. Диаметр заготовки выбирают равным среднему диаметру резьбы с допуском 0,04— 0,06 мм. Окружная скорость — 30 м/мин. По окончании накатывания резьбы плашка свинчивается с заготовки. По геометрическим параметрам резьба, накатанная плашками, удовлетворяет требованиям 2-го класса точности.
Рис. 2. Схемы накатки и резьбонакатное оборудование
Реклама:Читать далее:Токарная обработка миниатюрных изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|