|
|
Категория:
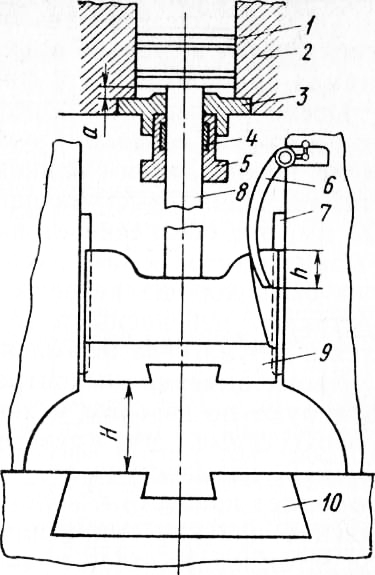
Кузнечные работы Перед установкой штампа его осматривают, очищают от грязи ручьи и опорные поверхности, устраняют замеченные дефекты: заваривают дуговой сваркой, а затем шлифуют трещины и вмятины; зачищают наплывы и т. д. Штампы подогревают в печи или на специальных плитах с помощью переносной газовой горелки до температуры, указанной в технологической карте. Одновременно проверяют состояние мест крепления (пазы в бабе и штамподержателе). Обнаруженные задиры, забоины устраняют зачисткой; грязь, окалину и загустевшую смазку удаляют. При наладке штампов проверяют высоту штампового пространства молота по схеме, показанной на рис. 1. Делается это для того, чтобы не произошло поломки рабочего цилиндра при установке слишком низких штампов. Высота hlu штампа должна быть больше разности Н—а, где а — высота паровой или воздушной подушки. Иначе поршень при ходе бабы вниз может выбить нижнюю крышку цилиндра. Для установки штампа бабу молота опускают на металлические или деревянные подставки, устанавливаемые на шаботе. Установка штампа на молоте выполняется в такой последовательности: забивка шпонок в соответствующие пазы верхней половины штампа и штамподержателя; закрепление нижней половины штампа; закрепление верхней половины штампа. При установке штампа с помощью мостового крана пользуются специальными приспособлениями. Если приспособлений нет, то для подачи штампа в штамповочное пространство оттягивают штамп в сторону молота по мере опускания крюка. После того как штамп поставлен в штамповое пространство, снимают цепь или трос, удаляют цапфы стропов из подъемных отверстий и ломиками передвигают штамп по штамподержателю до совпадения шпоночных пазов. При установке верхней половины штампа на шпонку укладывают прокладку. Чтобы прокладки не упали, их покрывают солидолом. Далее, подняв бабу, удаляют подставки и медленно сажают бабу на хвостовик штампа до соприкосновения с прокладками. Затем саблю переводят в крайнее правое положение, и баба плотно садится на хвостовик. Подачу пара прекращают, причем сабля остается на месте. Далее несколькими ударами кувалды закрепляют верхний клин и проверяют расположение обеих половин штампа по так называемым контрольным углам. Этот угол образуют две взаимно перпендикулярные плоскости, простроганные на передней и боковой гранях обеих половин штампа. Его располагают на том из углов, боковая сторона которого меньше изрезана открытыми ручьями. Контрольный угол используется не только при установке, но и как база для разметки штампа при контроле его фигуры.
Рис. 1. Схема определения высоты штампового пространства молота и величины захода сабли: После проверки по контрольным углам верхний клин забивают до отказа «соколом» — металлическим стержнем с утолщением на конце. Затем клиньями закрепляют нижнюю половину штампа. Длина выступающей части клиньев составляет 50— 100 мм, это обеспечивает наиболее быстрый демонтаж штампа. Баба и шток в месте его крепления к бабе перед работой должны быть хорошо нагреты (до 200—300°С). Нагрев обычно осуществляют переносными газовыми горелками, которые используются и для нагрева штампов. Кроме выверки по контрольным углам установку штампов контролируют по зазорам между заплечиками штампа и опорными поверхностями бабы и штамподержателя. Отсутствие зазора (0,5— 1,5 мм) указывает на то, что штамп не опирается на хвостовик, что может привести к поломке штампа во время работы. Поэтому, выяснив причину неправильной установки (изношенность бабы или штамподержателя и др.), ее устраняют, для чего под хвостовик иногда кладут металлические прокладки. После проверки установки штампа и устранения обнаруженных дефектов контролируют, совпадают ли ручьи верхней и нижней половин при ударе. Сначала наносят удар без заготовки, а потом проводят пробную штамповку нескольких поковок. Если на них не будет обнаружено дефектов, то приступают к изготовлению партии поковок.
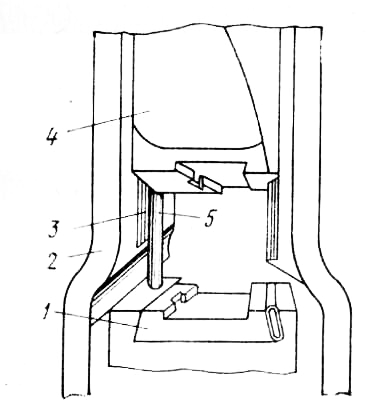
Рис. 2. Установка бабы молота на подставку:
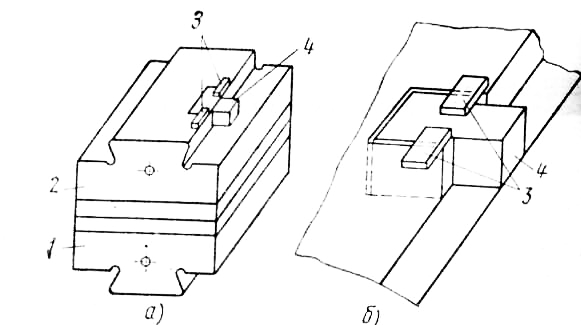
Рис. 3. Молотовой штамп, подготовленный к закреплению на бабе: После изготовления необходимой партии поковок штамп снимают с молота. Для этого, опустив бабу вниз и закрыв впускной и дроссельный клапаны, кувалдой или «соколом» выбивают клинья, крепящие верхнюю и нижнюю половины штампа. При выбивании клиньев в зависимости от того, насколько выходят они за торец штампа, применяют короткие или длинные выколотки. Удалив клинья, бабу поднимают вверх примерно на 200 мм (для этого вновь открывают впускной и дроссельный клапаны). Если при этом верхняя половина штампа будет подниматься с бабой, надо поднять бабу еще на 100 мм, а потом резко бросить вниз. При этом шпонка должна выйти из паза и верхняя половина штампа освободится. Подняв бабу вверх и поставив ее на подставку, кувалдой или «соколом» сдвигают с места нижнюю половину штампа. Затем в подъемные отверстия вставляют цапфы, на которые надевают стропы или цепи, и краном перемещают штамп к месту хранения. Реклама:Читать далее:Установка и наладка штампов и другой инструментальной оснастки гидравлических прессовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|