|
|
Категория:
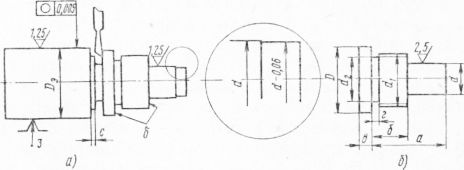
Токарные автоматы и полуавтоматы Эталон — это технологическая оснастка в виде готового (прошедшего обработку на данной операции) изделия, предназначенная для установки режущих инструментов в процессе наладки токарных автоматов и полуавтоматов; эталон повторяет форму и размеры изделия. На рис. 1, а показан эталон изделия, заготовка которого обрабатывается на токарно-револьверном автомате, а на рис. 1, б — само изделие, для наладки размеров и формы которого он предназначен. Диаметральные (D3, d\, di, d) и линейные (а, б, в, г) размеры на эталоне повторены, но с использованием допуска в зоне нижнего предела. Шероховатость поверхности (высота неровностей) эталона в 2 раза меньше; на ступени с диаметром d последний уменьшен на 0,06 мм. Целью такого уменьшения размера является возможность применения щупа толщиной 0,03 мм для контроля точности установки резца на размер по диаметру. Вершину резца вначале вводят в контакт с поверхностью на диаметре d, а затем резец перемещают вдоль оси на участок с уменьшенным размером, где щуп толщиной 0,03 мм должен свободно проходить между резцом и эталоном, а толщиной 0,04 мм — не должен. С той же целью на торцовых поверхностях эталона сделаны участки с уменьшенными размерами б. Такие средства уточнения установки инструмента основаны на исключении упругих отжатий в процессе введения вершины резца в контакт с эталоном.
Рис. 1. Эталон (а) для наладки размеров и формы изделия (б) На станке эталон в продольном направлении устанавливают по отрезному резцу или ставят в цанговом патроне так, чтобы технологическая ступень с выступала; в этом положении по эталону устанавливают отрезной резец и упор под подачу прутка. Наладочные размеры изготовляемых изделий отличаются от установленных техническими условиями тем, что могут быть исполнены с использованием только части поля допусков на изготовление. Это нужно для того, чтобы сохранить возможно большую величину поля допуска для ее использования в самом процессе обработки заготовки изделия. Чем меньшая величина допуска на изготовление используется при наладке, тем большее количество изделий может быть изготовлено без необходимости прерывания обработки на подналадку, вызванной появлением отклонений, превышающих допуск. Наладочный режим — этим термином определяется комплекс требований, обязательных к выполнению при управлении автоматом и полуавтоматом в процессе наладки; основными из них являются следующие: ручное раздельное включение в работу механизмов и рабочих органов станка; ручное или через наладочный привод движение подачи (вращение распределительного кулачкового вала, ходового винта и т. д.); ручная или от наладочного привода проверка взаимодействия по всему автоматическому циклу; использование управления с пультов только через их органы (кнопки, тумблеры, переключатели и т. д.), разрешенные в наладке. Установка резцов относительно центра. Резцы копировальных суппортов и фасонные устанавливают строго по центру. Предпочтительно (в целях некоторого улучшения условий резания) при обработке проходными резцами с прямыми углами в плане (т|э = 90°) при t ^ 0,3 мм в зависимости от высоты стержня резца Н устанавливать резцы немного (в пределах нескольких десятых долей миллиметра) выше центра. Реклама:Читать далее:Пути повышения производительности токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|