|
|
Категория:
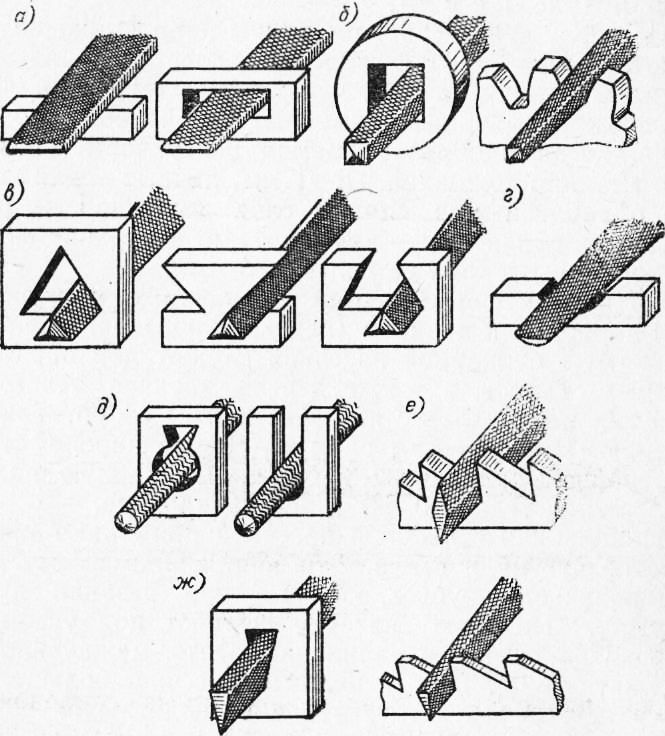
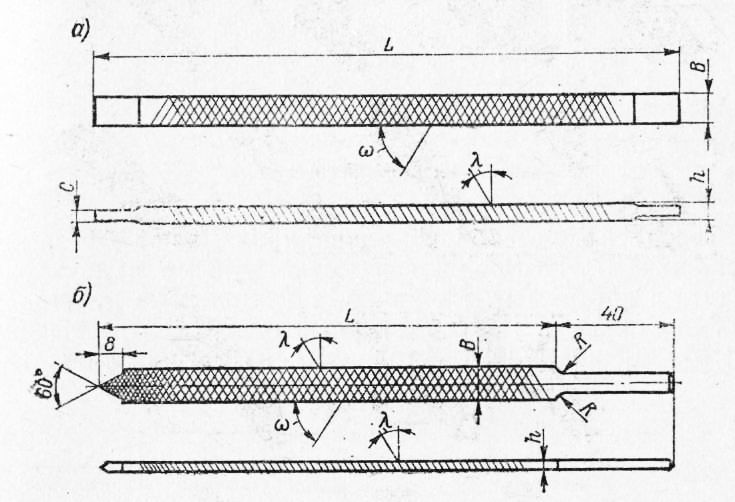
Помощь рабочему-инструментальщику Далее: Абразивные инструменты Несмотря на механизацию слесарных операций, в инструментальном производстве все еще остается большой объем ручных работ с использованием таких инструментов, как напильники и надфили (например, при обработке профильных шаблонов, фасонных деталей штампов, пресс-форм, форм для литья под давлением и др.). Напильники общего назначения. С целью придания детали точных размеров, правильной геометрической формы и требуемой шероховатости поверхности осуществляют операцию опиливания с помощью напильников. Слесарные напильники общего назначения представляют собой стальные, термически обработанные бруски различной формы с насеченными на поверхности под определенным углом к оси параллельными режущими зубьями, которые срезают небольшие слои металла в виде стружки (опилок). Напильники изготовляют из углеродистых инструментальных сталей (марок У12 и У13), а также из легированной хромистой (ШХ6, 111X9) длиной от 150 до 450 мм. Длина применяемого напильника должна быть больше длины обрабатываемой поверхности. Зубья слесарных напильников имеют твердость HRC54, а напильников для заточки пил — HRC57. В зависимости от формы обрабатываемой поверхности применяют напильники с различными профилями сечения. Для обработки плоских поверхностей используют плоские напильники (рис. 1 ,а), для квадратных отверстий и прямоугольных пазов — квадратные (рис. 1,6), для трехгранных отверстий и наклонных пазов— трехгранные (рис. 1,е), для выпуклых и вогнутых поверхностей — полукруглые (рис. 1,г), для круглых отверстий и криволинейных переходов — круглые (рис. 1,(3), для обработки углов — ромбические и трехгранные (рис. 1,е и ж). По числу зубьев на 1 см длины напильники делятся на шесть классов: 0-й класс — драчевые напильники; 1-й класс — личные; 2, 3, 4 и 5-й классы — бархатные. Драчевые напильники применяют для чернового опиливания, когда с обрабатываемой поверхности снимают слой металла толщиной 0,5—1 мм; личные — для чистовой обработки при снятии слоя толщиной не более 0,3 мм и бархатные — для доводки поверхностей при снятии слоя металла не более 0,05 мм. По виду и форме зубьев напильники изготовляют с одинарной или двойной (перекрестной) насечкой. Напильники с одинарной насечкой служат для обработки цветных сплавов, а также дерева, эбонита, текстолита и других материалов с незначительным сопротивлением резанию. Ими снимают слой материала широкой стружкой, равной длине всей насечки. Одинарную насечку наносят под углом 70…80° к оси напильника. Напильники с двойной насечкой применяют при обработке чугуна и стали. Эти напильники имеют большое количество зубьев, которые при резании дробят стружку. Нижнюю насечку делают под углом 55°, а верхнюю 70° к оси напильника. Угол между насечками равен +25°. Шаг у нижней насечки больше, чем у верхней. В результате зубья располагаются по прямой, составляющей некоторый угол с осью напильника. При движении напильника следы зубьев перекрывают друг друга, в результате чего шероховатость обрабатываемой поверхности понижается. Напильники для обработки сплавов цветных металлов отличаются от стандартных общего назначения углами наклона нижней и верхней насечек и их шагом. Их выпускают пяти размеров по длине: 150, 200, 250, 300 и 350 мм. Все напильники изготовляют плоскими, тупоносыми с насечкой № 1, которую делают более глубокой. Машинные напильники. На опиловочных станкаХ с возвратно-поступательным движением, широко применяющихся в инструментальном производстве при обработке фасонных отверстий и наружных криволинейных поверхностей деталей штампов и пресс-форм, используют специальные стержневые напильники. Они изготовляются двух типов: без упорного центра (рис. 2, а) и с упорным центром (рис. 2). Напильник первого типа имеет с обоих концов хвостовую часть, за которую он крепится в движущейся рамке опиловочного станка. Напильник второго типа — с односторонним закреплением в станке. Один конец такого напильника выполняют в виде хвостовика, равного сечению h по длине рабочей части, а другой — в виде центра (рис. 2).
Рис. 1. Формы сечения напильников
Насечка машинных напильников — двойная с углами наклона основной насечки Х = 25° и « = 35°. Число насечек на 1 см длины напильника — от 11 до 60, в зависимости от его размеров и назначения. Машинные напильники изготовляют из стали марки У12А или У13А. Твердость и острота их зубьев должны обеспечивать сцепляемость с контрольной пластинкой из стали У10 или У12 твердостью не ниже HRC54. Форма сечения напильников может быть плоской, квадратной, трехгранной, круглой, полукруглой, овальной, ромбической и др. У напильников первого типа длина L—100…200 мм, ширина В=1…10 мм и высота /г=1…5 мм. У напильников второго типа L= 150…250 мм, В = 5…26 мм и h — 3,5…9 мм.
Рис. 2. Машинные напильники.
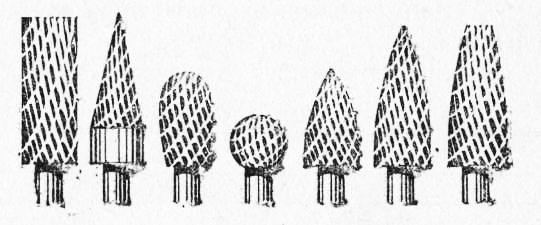
Борнапильники. В механизированных опиловочных машинках с вращающимся шпинделем в качестве рабочего инструмента применяют борнапильники различной формы с разными насечками: цилиндрические, конические, сфероцилиндрические, сферические, сферические эллипсовидные, сфероконические диаметром от 10 до 22 мм (рис. 3). Мелкоразмерные борнапильники изготовляют диаметром от 4 до 8 мм. По характеру образования зубьев различают фрезерованные и насеченные борнапильники. Напильники с фрезерованными зубьями называют также борфре-зами. Борнапильники предназначены для обработки фасонных поверхностей и выемок у матриц и пуансонов, пресс-форм для литья под давлением и т. п. Они работают со скоростями резания 80..Л20 м/мин и обеспечивают шероховатость поверхности до Ra= 1,25…0,63 мкм. Фрезерованные борнапильники изготовляют из быстрорежущей стали Р18, а насеченные — из стали У13, У13А или ШХ15. Твердость и острота их зубьев должны обеспечивать сцепляемость с контрольной пластинкой из стали У10 или У12 твердостью не менее HRC54.
Рис. 3. Борнапильники.
Твердосплавные борнапильники называют фрезами-шарошками. Изготовляют их монолитными в двух вариантах: инструменты-коронки, закрепляемые на стальных оправках, и мелкоразмерные инструменты, выполняемые целиком (с хвостовиком) из твердого сплава.
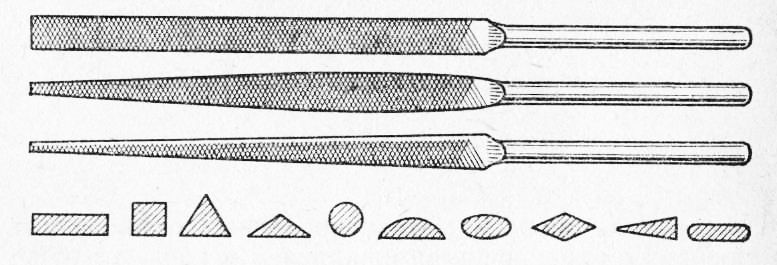
Рис. 4. Надфили.
Для эксплуатации твердосплавных фрез-шарошек необходимы быстроходные станки или установки с частотой вращения от 10 000 до 100 000 об/мин и мощностью от 0,5 до 1 кВт. Надфили. Надфили представляют собой один из видов мелких напильников. Они широко применяются в инструментальном производстве для обработки мелких точных деталей и труднодоступных мест деталей штампов и пресс-форм. В конструкции надфилей большую роль играет размер сечения рабочей части. Надфили тонких сечений дают возможность зачищать мел« кие отверстия, острые углы и участки профиля, ограниченные короткими линиями. Стандарт предусматривает выпуск надфилей трех величин с общей длиной 80, 120 и 150 мм при длине насеченной части соответственно 40, 60 и 80мм (рис.4). Хвостовая часть надфилей изготовляется круглой формы диаметрами 2; 2,5 и 3 мм. По числу основных насечек на 1 см длины надфили делятся на 6 классов. Изготовляют надфили из инструментальной стали У12А и У13А; их твердость HRC56…58. Реклама:Читать далее:Абразивные инструментыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|