|
|
Категория:
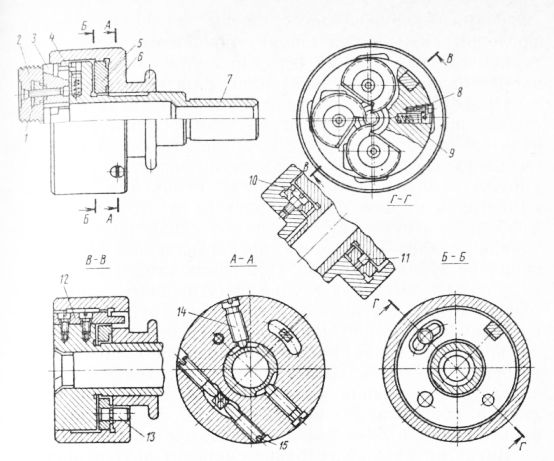
Токарные автоматы и полуавтоматы Далее: Нарезание резьбы метчиками Типы головок. Особенностью резьбонарезных головок, применяющихся для нарезания наружных и внутренних резьб на токарных автоматах и полуавтоматах, в отличие от цельных резьбонарезных инструментов является наличие самораскрывания в конце рабочего хода. Эта особенность исключает необходимость производить реверсирование вращения для того, чтобы вывернуть головки и вернуть их в исходное положение, что позволяет сократить длительность цикла нарезания резьбы. Помимо этого резьбонарезные головки дают возможность регулировать средний диаметр нарезаемой резьбы и допускают установку в своем корпусе различных гребенок, что увеличивает их универсальность. Головки выполняют невращающимися и вращающимися. Вращающиеся головки применяют в основном при работе на токарных автоматах. Наружные резьбы нарезают винторезными, а внутренние — гайконарезными головками. Винторезные головки представлены двумя типами — с радиальным и тангенциальным расположением гребенок; первые имеют дисковые или призматические гребенки, а вторые — только призматические. Гайконарезные головки имеют призматические, радиально расположенные гребенки. Резьбонарезание головками может вестись с принудительной подачей и с самозатягиванием (самозавинчиванием). Чтобы в первом случае при несовпадении величины подачи на один оборот шпинделя с шагом резьбы не произошло срезания нарезаемой резьбы, для закрепления головок следует применять специальные патроны, обеспечивающие свободное осевое перемещение головки на некотором участке, что компенсирует вышеуказанное несовпадение. Недорезание резьбы. Гребенки имеют заборный конус под углом ф, равным 15, 20, 30 или 45°. Этим вызывается недорезание резьбы на величину которая еще увеличивается за счет создания некоторого гарантийного запаса мм) на неточность выключения головки. Предпочтительнее работать гребенками с заборным конусом под углом ф, равным 15 или 20°. Заборный конус с углом ф, равным 45°, следует применять как исключение в случаях весьма ограниченного выхода для инструмента. Величина участка, на котором не дорезана резьба, зависит от угла ф и шага резьбы. Перед нарезанием резьбы на проточенном под резьбу стержне или у торца отверстия, расточенного для этой цели, должна быть снята начальная фаска под углом 45° на глубину резьбы. Винторезные вращающиеся головки с дисковыми гребенками предназначены для работы на одношпиндельных и многошпиндельных токарных автоматах. Работа головки, конструкция которой показана на рис. 1, заключается в следующем. Четыре дисковые резьбовые гребенки с кольцевым расположением витков закрепляют на кулачках, помещенных в радиально направленных Т-образных пазах корпуса и удерживаемых в них в нужном положении обоймой. Каждый кулачок имеет эксцентрический поясок, поверхностью которого он соприкасается с одним из четырех скосов на обойме. При повороте обоймы вокруг оси корпуса головки кулачки сближаются к центру, и одновременно с ними сходятся гребенки (с поворотом в обратном направлении они расходятся). Этими движениями регулируют размер среднего диаметра нарезаемой резьбы. Перед концом рабочего хода обойма останавливается (это достигается наладкой ограничения ее хода), а корпус с кулачками продолжает движение вперед в результате самозатягивания и выдвигается из нее. Так как за эксцентрическими поясками кулачков расположены фаски и ступеньки после выдвижения на ширину пояска кулачки под действием сжатых пружин (пружины упираются в штифты запрессованные в кулачки) начнут расходиться.
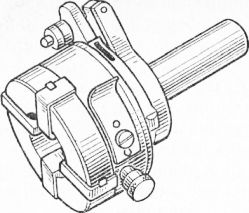
Рис. 1. Винторезная головка с дисковыми гребенками: Приведение резьбонарезной головки вновь в рабочее положение производят, передвигая обойму вперед относительно корпуса. Обойма, воздействующая на кулачки через скошенные поверхности фасок, преодолевает упругую силу пружин, сдвигает кулачки к центру и надвигаясь на пояски, запирает их в этом положении. Гребенки на кулачках закрепляют с помощью промежуточной детали — звездочки, представляющей собой двух-венцовое зубчатое колесо. Оба венца входят в отверстия (выточки), имеющие зубья внутреннего зацепления: один — в выточку дисковой гребенки, другой — в выточку кулачка. В осевом направлении гребенки удерживаются винтами. Для каждого размера служат свои комплекты кулачков; выбор гребенок зависит только от шага и профиля резьбы. Находят применение головки с одной, двумя или тремя гребенками одинакового шага, различающиеся только диаметром. Взаимозаменяемость гребенок и кулачков комплектная, т. е. замена кулачка или гребенки из одного комплекта кулачком или гребенкой из Другого комплекта недопустима. В числе других параметров резьбонарезных головок имеется параметр, характеризуемый расстоянием, мм, от середины скоса обоймы до оси; он носит название «постоянная головки» и обозначается буквой А. Дисковые гребенки. Выбирать диаметр гребенок следует таким, чтобы они не выступали за наружный диаметр кольца, так как это увеличивает габариты головки. Выбранные диаметры головок следует проверять по сходимости гребенок в головке как при нарезании резьбы наименьшего, так и наибольшего диаметра. В комплект входят четыре гребенки, отличающиеся между собой размером F (расстоянием от базового торца гребенки до оси впадины резьбы), который возрастает постепенно соответственно порядковым номерам гребенок (для левой резьбы размер F убывает). Для получения более чистой поверхности нарезаемой резьбы применяют подшлифовывание первых двух впадин кольцевых витков на участке заборной части. Геометрия дисковых гребенок. Затачивают дисковые гребенки в собранном виде (с кулачками, звездочками и закрепляющими винтами) на специальных приспособлениях. Винторезные головки с призматическими гребенками. Небольшие габаритные размеры невращающихся головок с призматическими гребенками позволяют применять их на одношпиндельных токарно-револьверных фасонно-отрезных прутковых автоматах и полуавтоматах. Головки этого типа не имеют кулачков, их роль выполняют сами призматические гребенки, которые для крепления снабжены Т-образными пазами, перпендикулярными гребенке, и пазом, эксцентрически расположенным относительно центральной оси головки. Гребенки вставляют в радиально расходящиеся пазы корпуса гребенкодержателя так, чтобы в их эксцентрические пазы входили эксцентрические выступы — колпаки. Поворот колпака вокруг оси головки под воздействием пружины сводит гребенки к центру, приводя их в рабочее состояние, а под воздействием внешней силы, поворачивающей колпак в обратном направлении, разводит их, т. е. раскрывает головку. (Внешняя сила прикладывается со стороны путевого кулачка, нажимающего на пластинчатую пружину, закрепленную на колпаке.) Гребенки вместе с гребенкодержателями могут свободно перемещаться вдоль оси на цилиндрической шейке хвостовика головки, преодолевая сопротивление двух удерживающих пружин (такое перемещение компенсирует несовпадение шага нарезаемой резьбы с подачей головки).
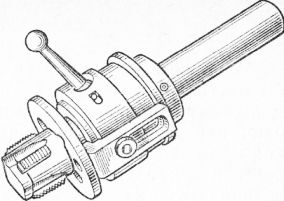
Рис. 2. Общий вид винторезной головки с радиальным расположением призматических гребенок Гребенки работают комплектами из четырех штук. Каждую гребенку из комплекта маркируют, так как ее резьба смещена относительно резьбы соседней гребенки на 1/4 шага. В общем случае смещение составляет Р/п, где Р — шаг резьбы, п — количество гребенок. В корпусе головки гребенки устанавливают симметрично оси головки, а их режущие лезвия располагаются выше центра обрабатываемой заготовки на величину h<B/2, где В — высота гребенки в плоскости, перпендикулярной оси заготовки. Гайконарезные головки с призматическими гребенками являются универсальными, т. е. могут работать и как стационарные, и как вращающиеся. Применяют их на многошпиндельных горизонтальных и токарно-револьверных автоматах и полуавтоматах. В передней части корпуса расположены радиально направленные пазы. В них вставляют гребенки, замковые выступы которых входят в пазы крестовины. В конце рабочего хода ограничительная шайба останавливается и, воздействуя на крестовину, заставляет последнюю втянуть гребенки внутрь, сжав пружины. Для каждого размера нарезаемой резьбы должен быть свой комплект гребенок (количество гребенок в нем зависит от размера головки). Резьбы гребенок смещены друг относительно друга так, что число калибрующих ниток на каждой последующей гребенке сокращается на величину Р/п. Пазы в корпусе выполняют симметричными оси, поэтому режущее лезвие находится выше центра заготовки. Режим резания при нарезании резьбы самораскрывающимися головками. Продольная подача головок равна величине шага нарезаемой резьбы на один оборот. Скорость резания v при нарезании конструкционных сталей средней прочности (75 кгс/мм2) равна 14—16 м/мин.
Рис. 3. Общий вид гайконарезной головки с призматическими гребенками Реклама:Читать далее:Нарезание резьбы метчикамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|