|
|
Категория:
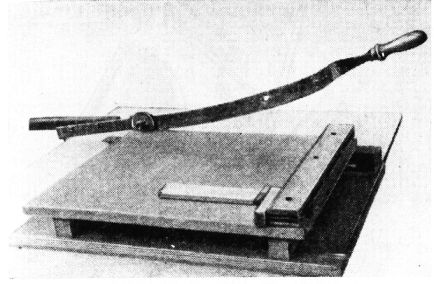
Мозаика и резьба по дереву Для предварительного раскроя шпона и нарезания полосок поперек волокон, а также прямолинейных геометрических фигур служит резак-гильотина. Для изготовления деталей криволинейных форм применяют шаблоны. Шаблон должен быть хорошо прорисован; при его изготовлении точно и чисто обрабатывают кромки. Толщина шаблона не должна превышать 3 мм. Наиболее удобны шаблоны, изготовленные из оргстекла или другого вида пластмассы. Более производителен и точен способ изготовления деталей мозаики штампованием. Этот способ аналогичен способу резания ножницами. Два резца с замкнутым контуром взаимодействуют один с другим. С помощью пуансона материал вдвигается в матрицу, происходит скалывание и отделение детали. Вырезанная деталь падает в отверстие матрицы, а отходы снимаются с пуансона жестким съемником. Для получения лучшего качества поверхности разреза зазор между пуансоном и матрицей должен быть не более 0,03—0,05 мм.
Рис. 1. Резак-гильотина
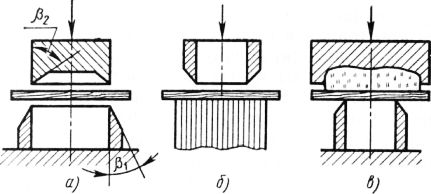
Рис. 2. Схемы штампования: Штамповать тонкие листовые материалы можно и без матрицы, вместо которой устанавливают опорную торцовую деревянную плиту, или без пуансона, роль которого выполняет резиновая подкладка. Применение той или другой схемы штампования зависит от необходимого усилия, которое в свою очередь определяется габаритными размерами вырезаемой детали, толщиной и механическими свойствами штампуемого материала, формой и состоянием режущих кромок пуансона и матрицы (при затуплении режущих кромок усилие резко увеличивается).
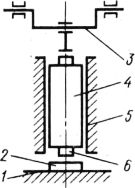
Рис. 3. Штампы-просечки При изготовлении мелких деталей несложной формы штамповку производят вручную ударом киянки. Штампы-просечки изготовляют из твердой быстрорежущей стали Р9, Р18 и затачивают с внешней стороны. Для получения деталей больших размеров и сложных форм применяют штамповочные прессы с пуансоном и матрицей. Схема штамповочного пресса показана на рис. 4. Рабочий ползун пресса перемещается по направляющим с помощью кривошипно-шатунного механизма. Пуансон на ползуне при рабочем движении действует на штампуемый материал, лежащий на матрице, которая закреплена на столе. Приводной механизм пресса снабжен маховиком, который, вращаясь, создает необходимое усилие для просечки материала. Для штампования шпона применяют легкие штамповочные прессы, имеющие кривошипно-шатунный механизм на консольном конце рабочего вала. Они открыты спереди и с боков.
Рис. 4. Схема штамповочного пресса: Реклама:Читать далее:Подготовка рисунка для мозаичного набораСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|