|
|
Категория:
Гибка и правка металла Разновидности гибки обусловливаются требованиями чертежа при изготовлении, например, скоб, петель, кронштейнов, колец и других изделий из листового, круглого и профильного металла. Заготовки можно сгибать под углом, по радиусу и по фасонным кривым. Ручную гибку часто производят в тисках с помощью слесарного молотка, используя при этом различные приспособления. Для получения правильной формы при гибке слесари часто пользуются специальными оправками, с помощью которых выполняют гибку заготовок и деталей сложного профиля. Особенно широко применяются приспособления при гибке партии одинаковых деталей. Последовательность операции зависит от размеров контура и материала заготовки. Гибку можно выполнять по образцу, по месту, по разметке и по шаблону. При изготовлении деталей из тонкого полосового металла и проволоки методом гибки применяют плоскогубцы для захвата, зажима и удержания мелких деталей. Окончательное формирование хомутика производят на оправке в тисках с помощью молотка.
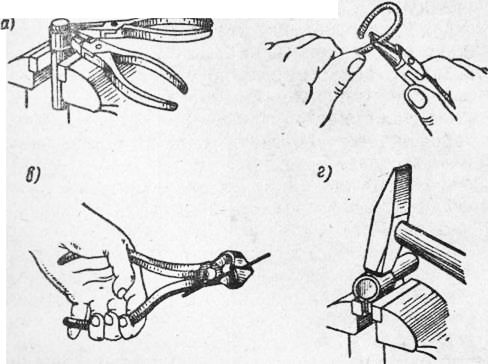
Рис. 1. Приемы гибки тонкого полосового металла и проволоки:
а — изгибание хомутика плоскогубцами на оправке в тисках; б — гибка ушка из проволоки круглогубцами; в—отрезание проволоки острогубцами (кусачками); г—отделка хомутика
Круглогубцами пользуются при загибании проволоки. Они отличаются от плоскогубцев тем, что их губки имеют круглую конусную форму. Отрезку кусков проволоки в процессе изготовления пружин и стержней сечением до 3 мм производят острогубцами. Более удобными в этом отношении являются комбинированные плоскогубцы. Ими можно захватывать, зажимать и удерживать мелкие детали, а также отрезать проволоку и стержни тонких сечений. В условиях современного производства применяется главным образом механизированная гибка, выполняемая в основном на гибочных прессах, листогибочных вальцах, на универсальных гибочных прессах и гибочных станках. Листогибочные прессы применяют для выполнения весьма разнообразных работ — от гибки кромок до гибки профилей в одной или нескольких плоскостях под разными углами. Гибка профилей производится с помощью пуансона, закрепленного на раме ползуна и матрицы, устанавливаемой на подкладке плиты пресса или непосредственно на плите. Пуансоны различаются по форме и радиусам гибки. Рабочая часть матрицы представляет собой гнездо, выполненное обычно в форме угольника или прямого паза.
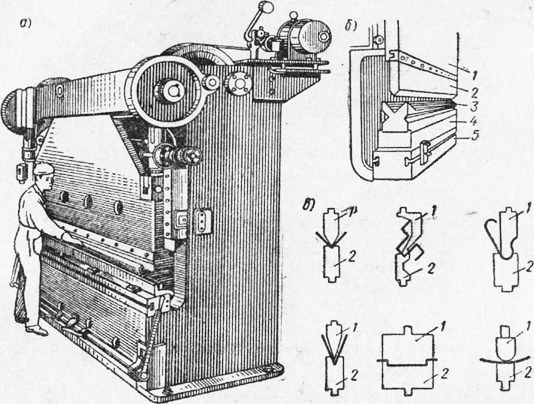
Рис. 69. Пресс для гибки листового металла (а, б) и примеры применяемых для гибки пуансонов и матриц (в)
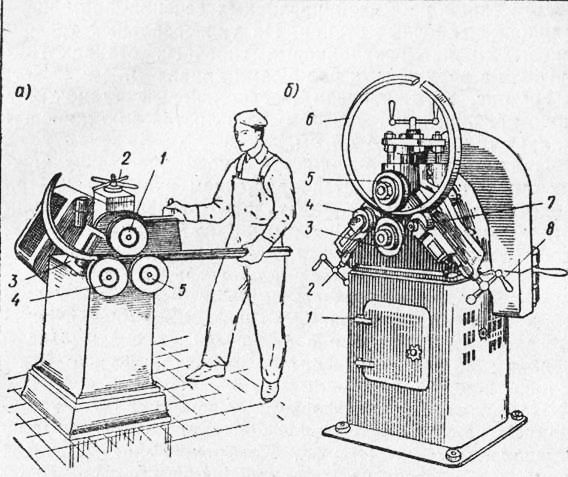
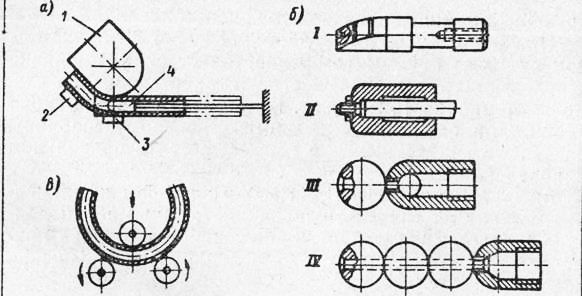
Примеры применяемых для гибки пуансонов и матриц различных профилей приведены на рис. 2, е. Для получения требуемого профиля с рядом перегибов гибку производят последовательно в несколько переходов с продвижением заготовки для листа каждый раз до установленного упора. Количество переходов равно количеству перегибов на профиле. Гибка листов производится на листогибочных вальцах. Для гибки профилей различных сечений применяют роликовые гибочные станки. На универсальных трехро-ликовых и четырехроликовых гибочных станках гнут профили с различными радиусами кривизны. На рис. 3, а показан трехроликовый станок для гибки профилей, изготовляемых из листов алюминиевых сплавов толщиной до 2,5 мм. Наладка верхнего ролика относительно двух нижних осуществляется вращением рукоятки. При гибке заготовка должна быть прижата верхним роликом к двум нижним. Прижимы устанавливают так, чтобы ролики свободно скользили по полкам профиля, не давая ему скручиваться в процессе гибки. Поверхность роликов должна быть чисто полированной во избежание задиров и царапин на изготовляемой профильной заготовке. Профили с большими радиусами гибки изгибают на трехроликовом станке в несколько переходов. Профили, имеющие форму кругов, спирали или криволинейные очертания разной кривизны, изготовляют на четырехроликовых станках. Четырехроликовый станок состоит из станины, внутри которой смонтирован приводной механизм, двух ведущих роликов, подающих заготовку, и двух нажимных роликов, изгибающих заготовку. Требуемый радиус гибки устанавливается вращением рукояток. Гибку труб небольшого размера можно выполнять вручную с помощью различных приспособлений. При большом объеме работ для гибки труб диаметром от 10 до 400 мм (особенно тонкостенных) широко используют трубогибочные станки, работающие по схеме наматывания. В отличие от метода гибки с обкаткой вращение сообщается гибочному шаблону, ползун же неподвижен или перемещается в продольном направлении. Механизм устройства для гибки способом наматывания состоит из гибочного шаблона, зажима и ползуна (опорной колодки). В большинстве случаев применяется еще и дорн, служащий для предотвращения овальности и гофр. Наибольшее распространение получили дорны, имеющие следующие формы: ложкообразную (I), шарообразную (III) или усеченную шарообразную (II). При гибке тонкостенных труб применяют составные дорны (IV). Такие дорны поддерживают стенку трубы в
Рис. 3. Трехроликовый (а) и четырехроликовый (б) станки для гибки профилей
Рис. 4. Схема гибки труб с применением дорнов
Порядок работы на станке следующий. Трубу устанавливают в ручей гибочного шаблона и прикрепляют к прямолинейной его части при помощи зажима, затем регулируют ползун <3, которым труба во время гибки прижимается к гибочному шаблону. Приводимый во вращательное движение гибочный шаблон увлекает за собой трубу, которая, находясь в ручье между шаблоном и ползуном, снимается с дорна и изгибается на необходимый угол и радиус. Одним из наиболее производительных способов изготовления криволинейных труб из черных и цветных металлов в серийном производстве является гибка на штампах. Штампы устанавливаются на гидравлических, пневматических и фрикционных прессах. Реклама:Читать далее:Приемы ручной и механизированной гибки металлов различных сеченийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|