|
|
Категория:
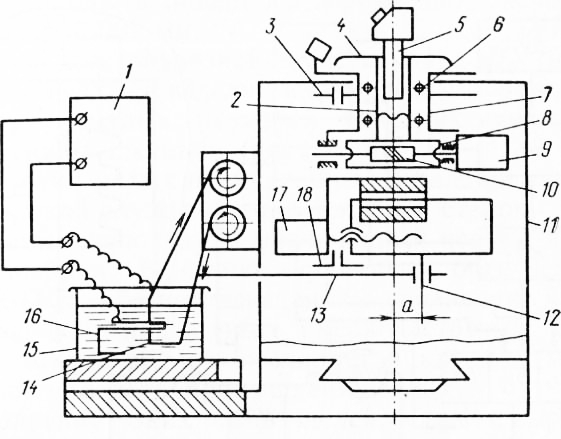
Технология миниатюрных изделий Для выполнения работ по прорезке микропазов применяют се-оийные станки 4531, 4531П, 4532, 4532П, 2ЭФУ-М и др. Станок 4531 оснащен электроконтактной системой с масштабом копирования 1:1. Электрод-проволока, механизмы для натяжения и перемотки которой расположены на головке, является одновременно обрабатывающим электродом и щупом. Для получения пазов, прорезей (шириной 0,1 мм и более), вырезки по контуру изделий сложных форм и конфигураций из труднообрабатываемых материалов предназначается электроискровой станок 4531П с числовым программным управлением. Обработка на станке ведется электродом-проволокой диаметром 0,1—0,3 мм. При этом достигается точность обработки ±0,03 и шероховатость поверхности Ra – 2,5—1,25 мкм. Станок оснащен устройством числового программного управления, обеспечивающим автоматическую обработку по программе, записанной на перфоленте. Ввод информации производится при помощи бесконтактного фотосчитывающего устройства. Для ступенчатого регулирования выходной скорости в устройстве предусмотрен переключатель на шесть положений. Максимально возможная частота выходных импульсов на первой ступени 10 Гц, а на последней, шестой, — 800 Гц. Дискретность отсчета по осям координат составляет 0,002 мм. Помимо станка 4531П перечисленные выше операции выполняются на электроэрозионных вырезных станках с программным управлением: 4531ФЗ, 4532П, 45Э2ФЗ. Фотокопировальная установка 2ЭФУ-М предназначена для автоматического выполнения сложнофасонных прорезей путем бесконтактного ощупывания контура чертежа или шаблона фотодатчиком. Увеличение разрешающей способности системы обеспечивается тем, что фотодатчик ощупывает не сам копир, в качестве которого может быть использована сопрягаемая деталь, чертеж или шаблон, а увеличенное в 30 раз изображение его участка. Установка обеспечивает возможность выполнения микроэлементов, задаваемых как в прямоугольных, так и в полярных координатах. Имеются ряд электроискровых координатных установок, например, А.207.13. Установка оснащена сменными приспособлениями, при помощи которых можно растачивать небольшие отверстия, обтачивать внутренние и наружные сферы. В качестве диэлектрической жидкости применяют керосин или дистиллированную воду. На координатной установке А.207.13/20 можно вырезать миниатюрные изделия, производить прорезание микропазов и щелей по координатам, шаблону или чертежу, увеличенному в 10, 15, 30 и 50 раз. Применение в качестве источника питания специального генератора импульсов позволяет использовать в качестве межэлектродной среды не только дистиллированную, но и обычную водопроводную воду. На установке можно обрабатывать полупроводниковые материалы. Имеются комбинированные координатно-расточные электроискровые установки (например, А.207.23), на которых можно осуществлять обработку как методом копирования профилированным электродом, так и непрофилированным. Электроэрозионный способ применяют для прорезания тонких щелей в изделиях из алмазов. Для этого к обрабатываемому участку прикладываются два штыревых остроконечных электрода, изготовленных из тонкой проволоки. При подводе к ним электрических импульсов от релаксационного источника питания алмаз выгорает и эродирует, в результате чего образуется требуемая щель. Специальное оборудование.Имеются конструкции электроискровых станков, выполненные на базе инструментального микроскопа УИМ-21. В цилиндрическое направляющее ложе продольной каретки микроскопа устанавливают основание, на котором крепят рабочий стол, имеющий Т-образные взаимно перпендикулярные пазы. На плоскость поперечной каретки устанавливают механизм подачи проволоки, имеющий два электродвигателя с катушками, одна из которых подает проволоку, а другая принимает ее. Подача проволоки в зону обработки осуществляется ходовыми винтами. При этом ходовые винты продольной и поперечной кареток микроскопа заменены специальными винтами с разъемными гайками. Каждый ходовой винт приводится во вращение отдельным электродвигателем через червячную пару. Электродвигатель с червяком на валу подвешен на шарнирном соединении и может легко разъединяться с червячным колесом при обработке детали. При вращении продольного ходового винта электрод-проволока производит продольный разрез, а при вращении поперечного ходового винта — поперечный разрез. При одновременном вращении обоих винтов в зависимости от соотношения скоростей можно осуществлять обработку по сложному контуру. Для обработки криволинейных и наклонных поверхностей малых размеров применяют проекционную насадку, которую соединяют с окуляром микроскопа. При этом программоносителем является чертеж. На рис. 1 показана схема электроискрового станка, обеспечивающего точное получение замкнутых контуров при обработке изделий проволочным электродом без их перезакреплений. Источник питания одной клеммой подсоединен к обрабатываемому изделию, установленному на столе, расположенном в ванне. Другая клемма подсоединена к скобе, закрепленной на звене, имеющем возможность совершать плоскопараллельное движение. Звено шарнирно соединено с пальцем кривошипного механизма, величина плеча а которого может изменяться с помощью электродвигателя. Ось кривошипного механизма выполнена в виде трубы, на которой закреплено червячное колесо, входящее в зацепление с червяком. Движение последний получает от электродвигателя. В корпусе на подшипниках установлена труба, к верхней части которой укреплен лимб отсчета углового положения. В трубе установлен тубус оптического устройства, с помощью которого контролируется величина плеча. Корпус установлен на верхней плоскости стойки и станка так, что может располагаться в любом месте в пределах отверстия, имеющегося в плоскости. Звено и корпус имеют устройства для фиксирования заданного положения. Перед началом вырезания палец совмещается с осью кривошипного механизма, а направление плеча кривошипа совмещается с направлением контура.
Рис. 1. Электроискровой станок для вырезки замкнутых контуров без перезакреплений
Устройством фиксируется положение корпуса, а устройством освобождается звено. Электродвигатель включается в режим слежения, и производится вырезка по прямой. По достижении точки перехода от прямолинейного участка к криволинейному фиксируется звено и освобождается корпус. Электродвигателем устанавливается величина плеча, равная радиусу кривой, а электродвигателем — его новое угловое положение. При этом ось кривошипного механизма совмещается с геометрическим центром вырезаемого контура. Электродвигатель включается в следящем режиме, перемещая палец по дуге. В случае накопления погрешностей в исполнении угловых и линейных перемещений в соответствующих точках контура можно вводить коррективы. Для этой цели стойка и ванна со столом имеют возможность перемещаться во взаимно перпендикулярных направлениях. Станки с программным управлением. При обработке узких пазов, щелей и вырезании по контуру возникают короткие замыкания между электродом-проволокой и изделием вследствие попа-Дания частиц металла в зазор между ними. В станках, работающих по копиру, короткие замыкания устраняются реверсированием рабочей подачи. В станках с программным управлением такой прием значительно усложняет механизмы перемещений. Поэтому получил распространение способ ликвидации короткого замыкания путем нанесения на проволоку изолирующего покрытия, которое обеспечивает зазор и, тем самым, восстанавливает условия для электроэрозионного процесса. Ликвидация короткого замыкания выполняется автоматически.
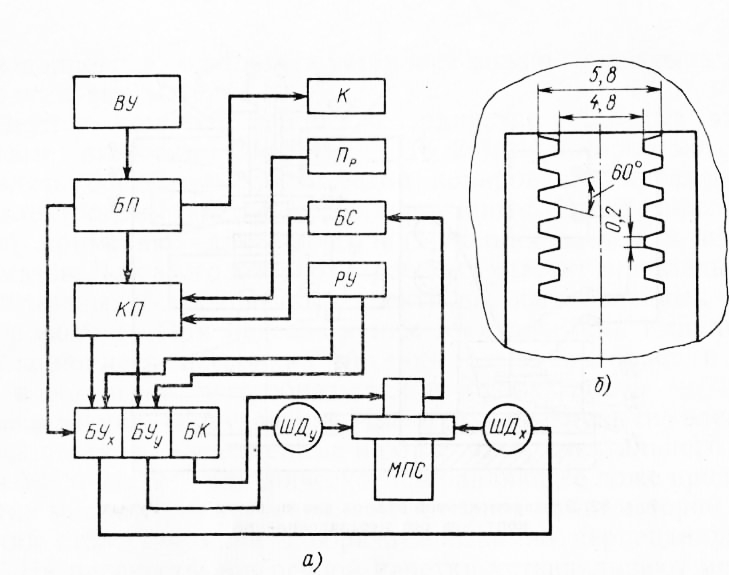
Рис. 2. Структурная схема программного управления электроэрс-зионным станком
Во время обработки величина зазора между электродом—проволокой и изделием обеспечивается электронной системой регулирования подачи. Эта система поддерживает оптимальную величину подачи для обеспечения максимальной производительности станка. Коэффициент настройки системы регулирования устанавливают в зависимости от вида обрабатываемого материала, диаметра электрода-проволоки и толщины обрабатываемого изделия. На рис. 2, а показана структурная схема системы программного управления электроэрозионным станком. Программу, подаваемую в вводное устройство станка ВУ, подготавливают вручную с использованием клавишных вычислительных машин или автоматически с применением универсальных электронных вычислительных машин. Информация, записанная в двоично-десятичном коде из блока памяти БП, поступает в кодовый преобразователь КП и из него в блоки управления БУХ и БУу шаговыми двигателями ШДУ и ШДХ механизмов перемещения стола МПС станка. В блок-схеме программного управления ПУ предусмотрены блоки технологических команд Б К, контроля К, ручного управления РУ, преселективного управления Up и самонастройки БС. Шаговые двигатели установлены непосредственно на приводе механизма без промежуточного усилителя вращающего момента. Величина дискретности линейного перемещения исполнительного механизма равна 0,002 мм. Применение электроэрозионных станков с ПУ наиболее эффективно при обработке изделий из твердых материалов, сложной конфигурации и малых размерах конструктивных элементов, например матрицы штампов. Для вырезания малых прецизионных деталей по контуру электродом-проволокой служит оптико-искровой станок СН-176. В качестве программы используют увеличенный чертеж детали, фотокопир или шаблон. В станке применена оптическая головка проектора ИЗП-25, обеспечивающая 50х увеличение изображения. Станок оснащен прецизионным высокочастотным тиратронным генератором импульсов, что позволяет в качестве межэлектродной среды использовать промышленную воду. Для выполнения узких пазов, щелей, а также вырезки по контуру за рубежом выпускают электроэрозионный станок, работающий с проволочным электродом диаметром 0,02—0,2 мм. Станок снабжен двухкоординатной системой программного управления. Программное устройство работает с восьмидорожечной перфолентой. Обрабатываемое изделие зажимают в установленном на роликовых опорах суппорте, который приводится в движение от шагового электродвигателя. В качестве диэлектрической жидкости используют деионизированную воду. Разрядные импульсы вырабатываются импульсным генератором, работающим по резистивно-емкостному принципу. Реклама:Читать далее:Технологическая оснастка для электроэрозионной обработкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|