|
|
Категория:
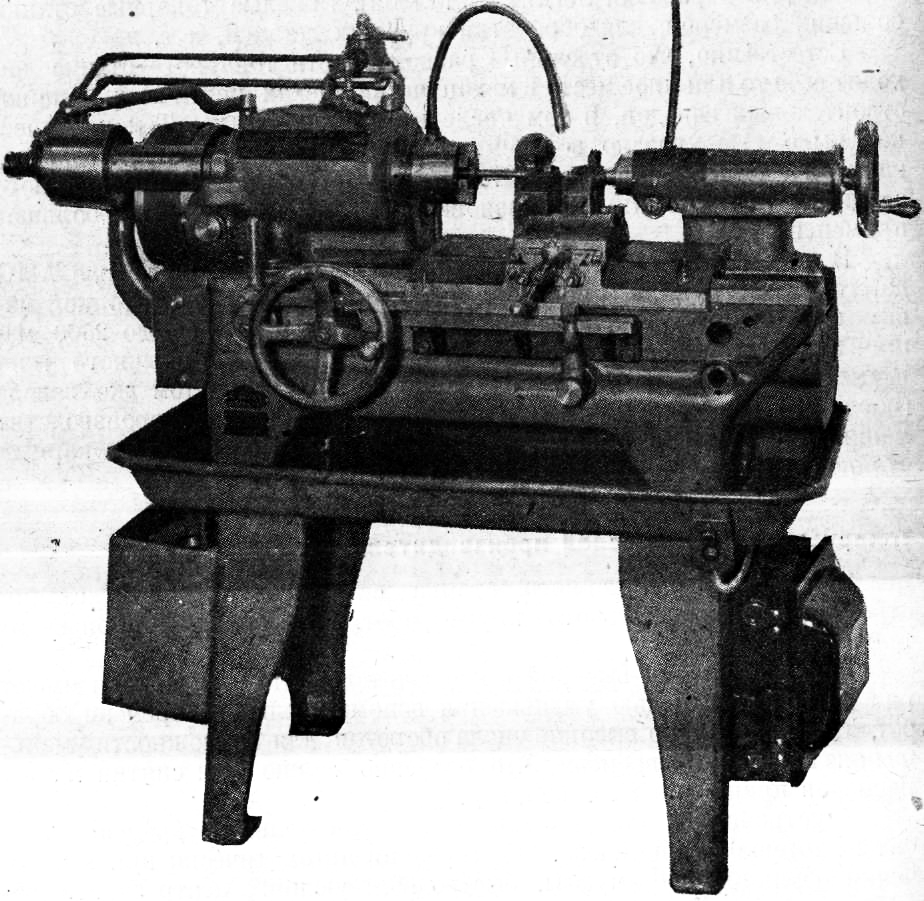
Проектирования технологических процессов Токарный станок обычного типа с присущими ему особенностями (рядом чисел оборотов шпинделя, подач, возможностью обрабатывать в центрах, в патроне и т. д.) представляет собой наиболее типичный вид станка широкого пользования, и, как таковой, для массового и крупносерийного производства автомобилей (и тракторов) надо считать станком малоупотребительным. Другое дело—серийное производство тех же объектов. Крупное и среднее машиностроение (также в масштабе серийного производства) имеют в своих цехах эти станки в весьма крупной доле от всего оборудования. Очень часто здесь токарный станок обычного типа занимает одно из основных и даже главнейших мест в списке оборудования механических цехов (по числу станков). Причина этого заключается в том, что токарный станок, обладая весьма большой универсальностью в смысле возможности выполнения на нем самых разнообразных обработок, не может, как правило, соперничать ни по производственному эффекту, ни по экономичности со станками, созданными для более высокой производительности (но в более узкой области данного вида обработки), и тем более со ставками, созданными для определенного и сравнительно узкого назначения. Мы не останавливаемся здесь на иллюстрировании высказанных положений и на описании обычного токарного станка, считая это достаточно понятным и известным читателям. Кроме обычного токарного станка, существует на станкостроительном рынке довольно много разновидностей станков этого основного типа, как-то: малые быстроходные токарные станки (настольные и на станине), особо точные токарные станки (для точной механики и для инструментального цеха), особо мощные (обдирочные) станки, токарные станки для обточки и нарезания резьбы (с ходовым винтом) или только для обточки (без ходового винта), особо быстроходные токарные станки (для работы резцами из сверхтвердых сплавов или для обработки легких металлов), тяжелые токарные станки больших размеров, для обработки крупных деталей, и т. д. Естественно, что отдельные разновидности токарного станка находят себе то или иное место в механических цехах почти всех машиностроительных заводов, в том числе и автомобильных. Тем не менее, как было уже указано в рассматриваемом нами виде производства, начиная с определенного масштаба (и выше), обычный тип токарного станка и его упомянутые разновидности имеют весьма небольшое применение. В качестве примера можно привести следующее: на заводе АМО до его реконструкции (при производстве прежней полуторатонной машины АМО-15, теперь, прекращенной) при масштабе до 2500 машин в год (серийное производство) токарных станков обычного типа в механическом цеху было около 40%. На том же заводе (после его реконструкции) при современной постановке производства машин типа АМО-3 в количестве 26 000 в год обычных токарных станков в цеху остался небольшой процент. Токарные станки высокой производительности В отличие от токарного станка обычного типа эти , станки строятся для более узкого круга работ, но с большой производительностью. Для достижения высокой производительности эти станки имеют ряд устройств с целью уменьшения вспомогательного времени обработки, сравнительно высокие числа оборотов для возможности уменьшения машинного времени, что особенно важно при снятии малых размеров припусков на обработку. К устройствам для уменьшения вспомогательного времени относятся: тормоз на шпинделе, действующий автоматически при выключении фрикционной муфты, быстродействующий центр задней головки, автоматизированные движения суппорта и т. д. Под автоматизированием движений суппорта мы понимаем следующий порядок его работы: после включения самохода ‘суппорт быстро подводит резец к началу резания, затем быстрый ход автоматически переключается на рабочий и, по окончании такового, также автоматически включается быстрый обратный ход, возвращающий суппорт в исходное положение. Примерами таких станков могут служить: станки Manufacturing Lathe 9” — Sundstrand Mch. Со. Этот станок имеет, кроме основного переднего суппорта, еще и независимый от него задний суппорт, приводящийся в движение, либо от отдельного эксцентрика. Ручной маховичок на фронте станка служит для передвижения переднего суппорта от руки. Автоматизированного движения суппортов эта модель станка не имеет. Подачи меняются путем смены пары шестерен. Для изменения числа оборотов шпинделя имеется коробка скоростей на 9 ступеней.
Рис. 1. Токарный станок высокой производительности фирмы Sundstrand. Такие станки могут оказаться весьма выгодными и удобными для сравнительно простых обточек, подрезок и пр., а также для заканчива-ния деталей, полученных на автоматах из пруткового материала, и т. д. Помимо этой фирмы, станки такого же характера строят фирмы Porter Cable, Le-Blond, Reed Prentice и др. (в САСШ); V. D. W., Alfred Schntte (в Германии), В. S. А. (в Англии) и др. Область применения таких станков сравнительно невелика: токарная обработка мелких деталей в цептрах, которые было бы нецелесообразно изготовлять ва автоматах и полуавтоматах по причине неудобной для этих станков деталей (клапаны), или обработка относительно небольших количеств деталей. Чаще всего это сравнительно длинные и тонкие валики несложного профиля. К недостаткам такого метода обработки надо отнести необходимость операции центровки, даже если таковая не будет требоваться для дальнейших операций.
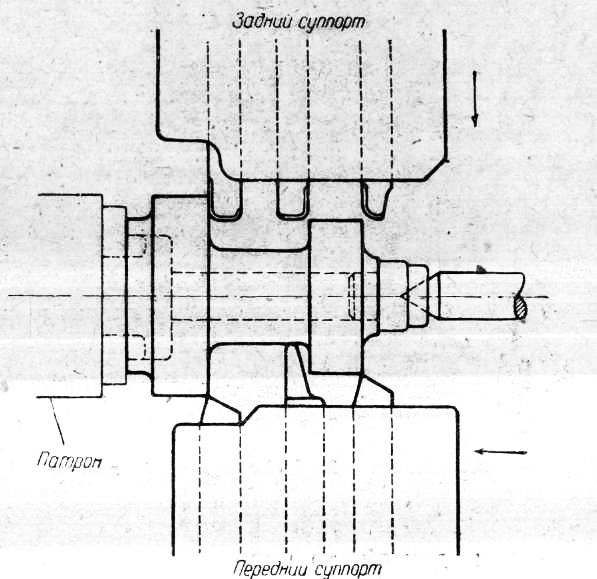
Рис. 2. Схема работы суппортов многорезцового станка. Реклама:Читать далее:Обработка на многорезцовых токарных станкахСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|