|
|
Категория:
Токарное дело Валы характеризуются жесткостью, т. е. способностью противостоять силам, вызывающим деформации. Чем больший прогиб вызывается одной и той же силой, тем меньше жесткость вала. Нежесткие валы обрабатывают закрепленными в центрах и дополнительных приспособлениях— люнетах, чтобы при обтачивании не было отжима заготовки. Отжим приводит к увеличению размера в средней части вала (бочкообразность), сильным вибрациям и даже к вырыву заготовки из центров. Люнеты бывают неподвижные, закрепляемые на направляющих станины, и подвижные, закрепляемые на каретке суппорта и движущиеся вместе с ним. Люнеты имеют кулачки из антифрикционного материала (обычно бронза), которые прижимаются к заготовке и препятствуют ее отжиму в процессе резания. Кулачки периодически смазывают.
1. ТОКАРНОЕ ПРИСПОСОБЛЕНИЕ — УГОЛЬНИК НА БАЗЕ КОМПЛЕКТА УСП:
1 — планшайба. 2 — базовая плита. 3 — угольник. 4 — поворотная плита. 5 — призмы. 6 — прихват. 7 — противовес
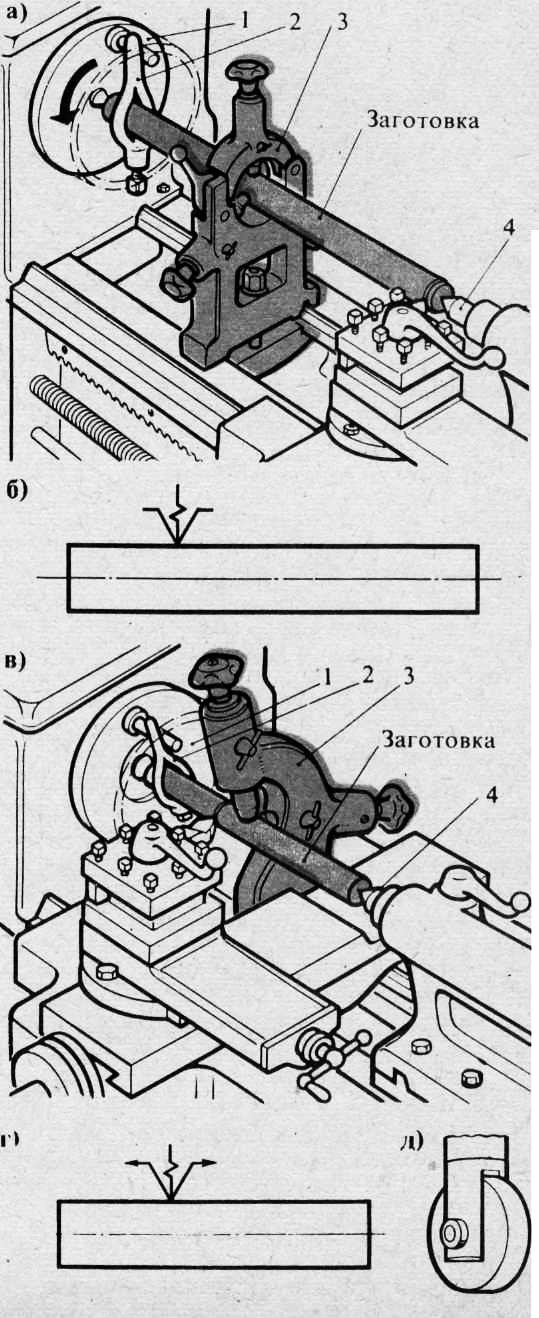
2. ОБРАБОТКА НЕЖЕСТКИХ ВАЛОВ, ЗАКРЕПЛЕННЫХ В ЦЕНТРАХ И ЛЮНЕТАХ
На заготовке вала в середине протачивают участок на длину 50—60 мм и фаску на торце. Внутри шпинделя закрепляют обратный центр. Заготовку вводят в отверстие шпинделя, она упирается фаской в обратный центр и закрепляется за проточенный участок трехкулачковым патроном. Вал протачивают с одной стороны (одновременно снимается вторая фаска), а затем с другой стороны (с базированием по второй фаске). Реклама:Читать далее:Обработка заготовок эксцентриковых деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|