|
|
Категория:
Токарное дело Сферические поверхности небольшого диаметра (до 40 мм) обрабатывают фасонными резцами. Последовательность выполнения этой операции показана на рис. 214, о—г. Точно и с. высокой производительностью обрабатывают шаровые поверхности при помощи специального приспособления, создающего перемещения вершины резца по дуге окружности. Одно из таких приспособлений состоит из угольника и стандартного фрезерного поворотного столика. При вращении рукоятки червячной передачи столик 3 получает вращение, и закрепленный на нем резец совершает движение по дуге окружности. Если резцедержатель расположен справа от центра обрабатываемой шаровой поверхности, то получается выпуклая сфера, а если слева — то вогнутая сфера. Возможно использование приспособления для обработки неполных сферических поверхностей (при некотором смещении центра поворотного стола от оси заготовки «на токаря» или «от токаря». Неполные сферические (шаровые) поверхности радиусом свыше 100 мм обрабатывают без какого-либо приспособления при помощи мерного стержня (штихмаса), длина которого равна заданному радиусу R шаровой поверхности. Для обработки наружной сферы между поперечными .салазками супорта станка и упором, закрепленным на станине, устанавливают мерный штихмас. Резец подводят к поверхности большого диаметра заготовки и штихмас ставят на перекос. При автоматической подаче поперечных салазок суппорта штихмас поворачивается относительно своего неподвижного левого конца и отжимает каретку суппорта вправо, а резец при этом будет описывать кривую радиуса R , т. е. обтачивать сферическую (шаровую) поверхность. Для обработки внутренней поверхности штихмас должен упираться в упор справа от каретки (упором может служить плита задней бабки). Концы штихмаса остро заточены, а в поперечных салазках суппорта и плите имеются накер-ненные углубления, куда входят концы штихмаса.
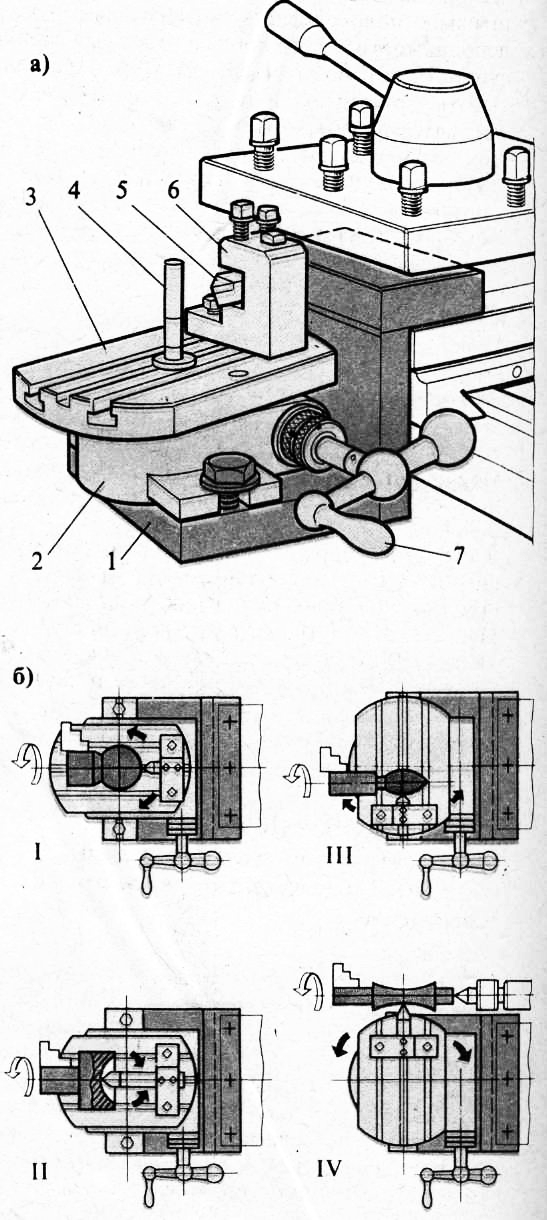
1. ПРИСПОСОБЛЕНИЕ С ПОВОРОТНЫМ и СТОЛИКОМ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ:
а —устройство: 1 —угольник, 2 — корпус поворотного столика, 3 — поворотный столик, 4 — установочный калибр. 5 — резец, 6 — резцедержатель, 7—рукоятка поворотного столика; б — схемы наладок: I— обтачивание наружной сферы. II — растачивание внутренней сферы. III — обработка со смещением поворотного столика от токаря. IV— обработка со смещением спи/лика на токаря
При наладке станка на обработку шаровых поверхностей следят, чтобы конец штихмаса со стороны упора находился под воображаемым центром окружности радиуса R, что достигается контролем при первом пробном проходе шаблоном и соответствующей регулировкой положения упора, который крепится к станине планкой. В серийном производстве торцовые сферические (и фасонные) поверхности обрабатывают при помощи приспособления. Копир в виде плоского шаблона закрепляют в держателе, хвостовик которого вставляют в коническое отверстие пиноли задней бабки. Работу ведут при ручной или автоматической подаче поперечных салазок. Реклама:Читать далее:Обработка фасонных и ступенчатых поверхностей при помощи гидрокопировального суппортаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|