|
|
Категория:
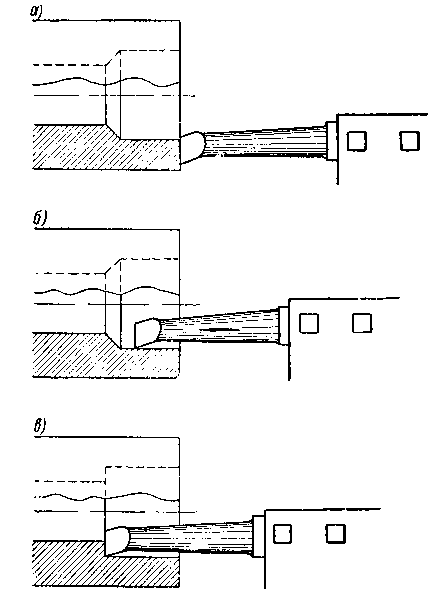
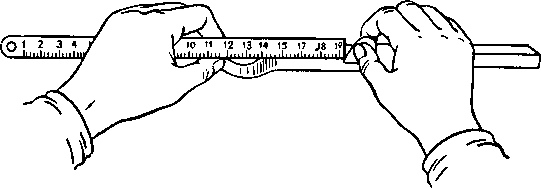
Токарное дело Далее: Общие сведения о конусах Резцы для подрезания внутренних уступов. После обработки ступенчатого отверстия сверлами, зенкерами или растачиванием получившиеся при этом уступы подрезаются резцом. Главная режущая кромка такого резца делаетсй под углом 5—10° к прямой, перпендикулярной к его оси. Все остальные элементы его головки и углы такие же, как у обычных расточных резцов. Такие резцы иногда называют расточными для глухих отверстий. Приемы подрезания внутренних уступов Небольшие неточные уступы подрезаются следующим образом. Резец устанавливается так, чтобы режущая кромка его была строго перпендикулярна к оси отверстия. Для этого предварительно закрепляют резец, а затем подводят режущую кромку почти вплотную к торцовой плоскости детали или патрона. При правильной установке резца его режущая кромка должна быть параллельна плоскости, к которой он подведен. Закрепив резец окончательно и еще раз проверив указанным способом его установку, подводят вершину резца к поверхности отверстия. После этого сообщают резцу быструю ручную подачу, которую замедляют, как только резец приблизится к обрабатываемому уступу. Подача резца прекращается, когда уступ получает правильную форму. После измерения длины отверстия до подрезанного уступа одним из рассмотренных ниже способов возобновляют подачу резца, затем снова производят измерение и т. д. до тех пор, пока положение уступа не будет соответствовать требуемому. Если подрезается уступ в отверстии настолько малого диаметра, что головки резца не видно, то перед первым вводом резца в отверстие на стержень его по линейке с делениями наносится отметка мелом. Отметка должна быть нанесена так, чтобы расстояние ее до режущей кромки резца было равно расстоянию от торца детали до обрабатываемого уступа. Как только эта отметка при подрезании уступа совпадет с торцом детали, подача резца прекращается. После измерения положения уступа в случае надобности последний обрабатывают дополнительно обычным порядком.
Рис. 1. Подрезание небольших неточных внутренних уступов
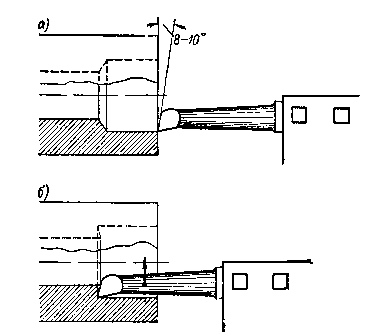
Поверхность уступа, обработанного таким способом, получается чистой только при жестком резце. Уступ получается правильным (перпендикулярным к оси отверстия) лишь в том случае, если резец был точно установлен и не сместился под действием усилия резания. Поэтому подрезание небольших уступов, которые должны быть чистыми и точными, осуществляется в два приема. Резец устанавливают так, чтобы режущая кромка его составляла с торцовой поверхностью детали угол в 8—10°. Затем подводят резец к предварительно обработанному уступу, несколько углубляют в металл и поперечной подачей окончательно подрезают уступ. Подрезание уступа поперечной подачей делается в два-три прохода резца.
Рис. 2. Нанесение риски на резце для получения требуемого положения уступа в отверстии
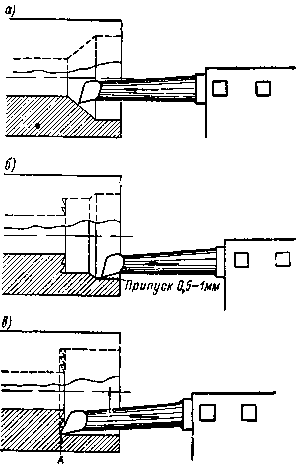
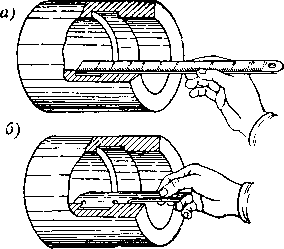
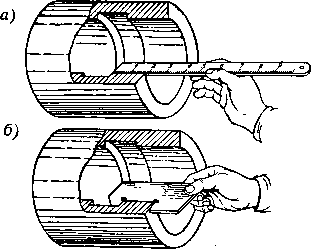
Большие уступы подрезают в несколько проходов резца (ступенями). Продольной подачей резца, установленного так, как показано на рис. 4, а, срезают часть уступа, расположенную ближе к оси отверстия, оставляя по торцу уступа припуск (около 0,5— 1 мм) для чистовой обработки. Далее несколькими такими же проходами срезают следующие части уступа. При последнем проходе на боковой поверхности отверстия следует оставить припуск в 0,5—1 мм. Установив резец, как показано на рис. 4, б, снимают этот припуск продольной подачей. В тот момент, когда резец займет положение, показанное на рис. 4, в, производят окончательную отделку уступа поперечной подачей.
Рис. 3. Подрезание небольших точных внутренних уступов
Рис. 4. Подрезание больших внутренних уступов
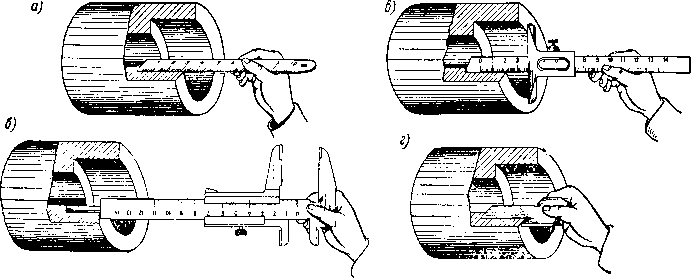
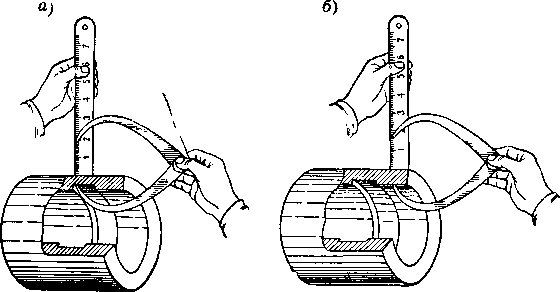
Измерения при подрезании внутренних уступов. Длина участка отверстия, получившаяся после подрезания уступа, в простейшем случае измеряется линейкой. Если диаметр отверстия, в котором расположен уступ, настолько мал, что линейка не входит в отверстие, можно применить или обыкновенный штангенциркуль, используя для этого его выдвижную линейку, или глубомер. При большом количестве одновременно обрабатываемых деталей весьма полезным может быть шаблон, способ пользования которым показан на рис. 5, г.
Рис. 5. Измерения при подрезании внутренних уступов линейкой (а), штангенциркулем (б), глубомером (в) и шаблоном (г)
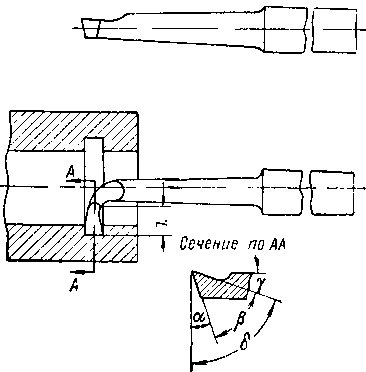
Рис. 6. Резец для вытачивания внутренних канавок
Резцы для вытачивания внутренних канавок Резец для вытачивания внутренних канавок изображен на рис. 6. Ширина (точнее, длина) режущей кромки его выбирается так, как было указано выше при описании резцов для вытачивания наружных канавок. Размер I должен быть на 2—3 мм больше глубины вытачиваемой канавки. Приемы вытачивания внутренних канавок. Порядок обработки внутренних канавок устанавливается в зависимости от ширины их и требуемой точности расположения подобно тому, как это делается при вытачивании наружных канавок. Вытачивание внутренних канавок, однако, значительно труднее и требует большего внимания ввиду малой жесткости применяемых при этом резцов и часто плохой видимости самих канавок.
Рис. 7. Измерение ширины внутренних канавок линейкой (а) и шаблоном (б).
Рис. 8. Измерения при проверке положения внутренних канавок линейкой (а) и шаблоном (6).
Рис. 9. Измерение глубины внутренних канавок. Измерение внутренних канавок. Ширина канавок, расположенных в отверстиях достаточно большого диаметра и недалеко от торца детали, измеряется линейкой, штангенциркулем или шаблоном. Шаблон применяется в случаях, если канавки расположены в отверстии малого диаметра и далеко от торца детали. Наиболее употребительные способы проверки положения канавки относительно торца детали показаны на рис. 8. Проверка глубины хорошо видных канавок в отверстиях большого диаметра производится шаблонами, которые подобны применяемым при проверке наружных канавок. Глубина канавок измеряется иногда следующим образом. Установив линейку на наружной поверхности детали, а кронциркуль так, чтобы одна из его ножек касалась дна канавки, замечают штрих линейки, с которым совпадает вторая ножка циркуля. Затем, не меняя раствора кронциркуля, устанавливают его и линейку так, как это изображено на рис. 9, б, и снова замечают штрих линейки, с которым совпадает верхняя ножка кронциркуля. Вычтя из первого отсчета второй, находят глубину канавки. Например, если первый отсчет был 45 мм, а второй 35 мм, то глубина канавки равна 10 мм. Реклама:Читать далее:Общие сведения о конусахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|