|
|
Категория:
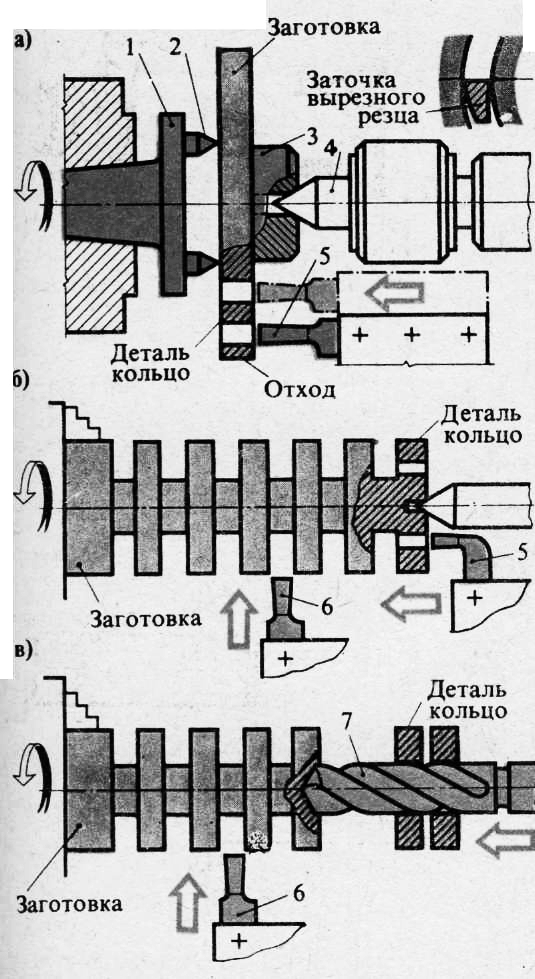
Токарное дело Детали типа колец отличаются от дисков наличием отверстия большого диаметра (более 2/3 от наружного диаметра). Заготовками для колец служат индивидуальные отливки или поковки. Крупные диски вырезают из листового проката ацетилено-кислородным пламенем. Заготовками для колец диаметром до 400 мм служат трубчатые отливки («маслоты») или прокатные стандартные трубы. Кольца из трубчатых заготовок нарезают на токарном станке одним или сразу несколькими отрезными резцами. Для безопасности работы в трубчатую заготовку вводят штангу, закрепленную в задней бабке: отрезанное кольцо попадает на эту штангу и затем сдвигается токарем вправо.
1. ИЗГОТОВЛЕНИЕ КОЛЕЦ:
а — вырезанием из листового проката, б — вырезанием из круглого проката, в — высверливанием из круглого проката: 1 —поводковая планшайба, 2 — закаленный штифт, 3 — прижим трения, 4 — центр задней бабки, 5 — вырезной резец, 6 — прорезной резец, 7— сверло
Высокой производительности труда при изготовлении колец токари-новаторы добиваются путем вырезания из квадратной заготовки — пластины (из листового проката). Пластину прижимают прижимом трения к остриям трех закаленных штифтов поводковой планшайбы. Кольцо вырезают резцом, боковые задние поверхности которого заточены по радиусу. Для обеспечения безопасности работы вырезку ведут резцом с режущей кромкой шириной не более 6 мм на низких режимах резания: подача ОД—0,3 мм/об, скорость резания 25—50 м/мин. Способ вырезки применяют также при изготовлении колец из круглого проката, предварительно прорезанного прорезным резцом. Разновидностью способа вырезки является высверливание. Чистовую обработку колец ведут с закреплением на поводках трения при поджиме задним грибковым центром.
2. ЧИСТОВАЯ ОБРАБОТКА КОЛЬЦА:
а — наружное обтачивание, б снятие фасок: 1 — поводковая оправка. 2. 3 – грибковый вращающийся центр
3. ПРИМЕНЕНИЕ КРЕСТОВИН ПРИ ОБРАБОТКЕ КОЛЬЦА
4. ОБРАБОТКА КОЛЕЦ КОМПЛЕКТНО В КАССЕТНЫХ ПРИСПОСОБЛЕНИЯХ:
5. ГРУППА ДЕТАЛЕЙ ТИПА ВТУЛОК И КОМПЛЕКСНАЯ ДЕТАЛЬ
а — наружное обтачивание, б — растачивание; 1 — кассета. 2.3 — шайбы. 4 — нажимной фланец. 5 — нажимная гайка
Зажим в патроне может вызвать деформацию кольца. Для повышения жесткости заготовки при чистовой обработке торцов применяют винтовую распорку-крестовину, которую укрепляют внутри кольца до закрепления кольца в патроне. На рис. 4, а, б показана обработка колец комплектно в кассетных приспособлениях: на кассете-оправке осуществляется наружная обработка (обтачивание) пакета колец, а в кассете-стакане — внутренняя обработка (растачивание). Реклама:Читать далее:Типовые технологические процессыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|




|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|