|
|
Категория:
Токарное дело Далее: Нарезание наружной резьбы Резьбовые детали. В машинах применяются детали, имеющие различные наружные и внутренние резьбовые поверхности. Это крепежные винты и гайки, ходовые винты для преобразования вращательного движения в поступательное, грузовые винты (домкраты). В измерительных инструментах и приборах применяются микрометрические (точные) винты. Резьбовая поверхность образуется одновременными равномерными вращательным и поступательным движениями какого-либо профиля относительно оси. В зависимости ог формы профиля различают резьбы: треугольные, трапецеидальные, прямоугольные, упорные, круглые. По направлению витков резьбы делятся на правые (винт ввинчивается в гайку при вращении по часовой стрелке) и левые. Резьбы бывают однозаходные и многозаходные. Многозаходные имеют несколько параллельно идущих витков; на торце детали с такой резьбой видно несколько равномерно расположенных витков (заходов). Элементы резьбы. Если винтовую линию развернуть на плоскости, то она явится гипотенузой прямоугольника ЛВС, один катет которого равен длине окружности лdop, а другой — шагу резьбы 5 мм. Шагом резьбы называется расстояние между одноименными точками двух соседних витков, измеренное параллельно оси резьбы. Угол между направлением витка и плоскостью, перпендикулярной к оси цилиндра, называется углом подъема резьбы.
1. КЛАССИФИКАЦИЯ РЕЗЬБ:
по форме профиля: а — треугольная, б — трапецеидальная, в — прямоугольная (ленточная), г —упорная, д-круглая; по направлению витков: е — правая, Ж —левая
Чем меньше угол, тем меньше опасность самоотвинчивания резьбового соединения. Кроме среднего диаметра резьбы dcp, шага резьбы S и угла подъема ц резьба характеризуется также наружным диаметром d0, внутренним диаметром du углом профиля е и глубиной профиля Г. Угол профиля s — это угол между боковыми сторонами профиля, измеренный в осевом сечении. Средний диаметр резьбы dcp является средним арифметическим наружного и внутреннего диаметров. Глубиной профиля Г является полуразность наружного и внутреннего диаметров (мм)
2. МНОГОЗАХОДНЫЕ РЕЗЬБЫ:
а — однозаходная, б —двухзаходная. в — трехзаходная, г — четырехзаходная
3. СХЕМА ОБРАЗОВАНИЯ ВИНТОВОЙ ЛИНИИ
Метрическая резьба (ГОСТ 16093—70) имеет треугольный профиль с углом £ = 60 . Вершины выступов срезаны, а дно впадин закруглено. Шаг и диаметры измеряются в миллиметрах. В зависимости от точности среднего диаметра метрическая резьба имеет четыре степени точности для винтов (4, 6, 7, 8) и четыре степени точности для гаек (4, 5, 6, 7). В зависимости от назначения резьбы на ее элементы предусмотрены различные поля допусков. Метрические резьбы делятся на резьбы с крупным шагом и мелким. У крупных резьб с увеличением диаметра увеличивается и шаг резьбы, наибольший шаг этой резьбы 6 мм. Мелкие резьбы имеют шаг, независимый от диаметра. На деталях большого диаметра может быть нарезана резьба с мелким шагом. Резьба с крупным шагом обозначается буквой М (метрическая) и цифрами (диаметром резьбы). Рядом с диаметром указывается степень (класс) точности резьбы (например: 4g, 6Н). Если резьба левая, то рядом с классом точности указывается: «левая». Резьбы с мелким шагом обозначаются буквой М, цифрами (диаметр резьбы) и, кроме того, указывается величина шага. Примеры обозначения метрических резьб: MI2-6A — метрическая, наружный диаметр 12 мм, степень точности 6/1; М12 х 1-6Н левая — метрическая на гайке, наружный диаметр 12 мм, шаг мелкий 1 мм, степень точности 6Н. Дюймовая резьба (ОСТ НКТП 1260). Для ремонта старых машин или машин, поступающих из стран, где принята дюймовая система мер (Англия, США и др.), изготовляют изделия с дюймовой резьбой: Дюймовая резьба имеет треугольный профиль с углом е = 55°, диаметры измеряются в долях дюйма (1” = =25,4 мм), а шаг характеризуется числом ниток, приходящихся на один дюйм. Резьба обозначается на чертежах только диаметром (например, 1”; %”). Каждой резьбе соответствует определенное число ниток на один дюйм (по справочнику). Например, для резьбы 1, у2”, п = 7 ниток на 1”, т. е. S=1/7”. Стандартом предусмотрены дюймовые резьбы от 3/,б” до 4” с числом ниток п от 24 до 3 на 1”. Для дюймовых резьб принято два класса точности: второй (кл. 2) и третий (кл. 3).
4. ЭЛЕМЕНТЫ РЕЗЬБЬ|
5. РЕЗЬБОНАРЕЗНАЯ ПЛАШКА:
а — вид в плане, б — элементы резьбы плашки, в —pay решая регулируемая плашка, г — закрепление плащи плишкодержателе; 1 —зажимные винты, 2—регуя рующий винт, 3 — плашкодержатель, 4 — плашка
6. ПЛАШКОДЕРЖАТЕЛИ:
а — ручной, б — самоу стачав пинающийся, закрепляемый в задней бабке; 1 — плашка, 2 — плашкодержитель, 3 — штифт, 4 — корпус, 5 — винт
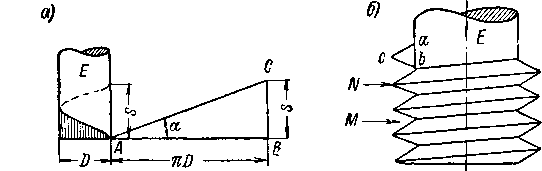
— Понятие о винтовой линии. Если прямоугольный треугольник АВС, вырезанный из бумаги или из тонкой жести, сторона АВ которого равна длине окружности основания цилиндра, навернуть на цилиндр так, чтобы сторона АВ совпала с основанием цилиндра, то сторона АС образует на боковой поверхности его линию, называемую винтовой.
Рис. 7. Образование винтовой резьбы
Образование винтовой резьбы. Предположим, что плоская фигура, например, треугольник abc, стороной ab касается образующей цилиндра Е и расположен в плоскости, проходящей через его ось. Предположим далее, что этот треугольник перемещается, оставаясь в плоскости, проходящей через ось цилиндра Е, причем вершина его скользит по винтовой линии, нанесенной на цилиндре. При перемещении треугольника на боковой поверхности цилиндра Е получаются винтовой выступ N и винтовая канавка М9 образующие наружную винтовую резьбу. Если бы треугольник abc перемещался по винтовой линии, нанесенной на внутренней цилиндрической поверхности (на стенках отверстия), на этой поверхности была бы образована внутренняя винтовая резьба. Винтовой выступ резьбы, получившийся после одного полного оборота образующей ее фигуры, называется витком. Профиль резьбы. Винтовые резьбы, принятые на практике, образованы перемещением по боковой поверхности цилиндра не только треугольника, но и других плоских фигур (трапеции, квадрата и т. д.), выбираемых в зависимости от условий, в которых работает резьба. В соответствии с этим основным признаком, характеризующим резьбу, является ее профиль. Профилем резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба. Элементы профиля резьбы. Элементами профиля резьбы являются его боковые стороны, угол, вершина и впадина.
Рис. 8. Элементы профи ля (а, б) и шаг резьбы (в)
Углом профиля называется угол между боковыми сторонами витка, измеренный в диаметральной плоскости. Этот угол обозначается буквой а. Вершиной профиля называется линия, соединяющая боковые стороны его по верху витка. Впадиной профиля называется линия, образующая дно винтовой канавки. Очертания вершины и впадины могут быть плоскосрезанными или закругленными. Шаг резьбы. Следующим элементом, характеризующим резьбу, является ее шаг. Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. На рис. 8, в такими точками являются точки А и Alt точки В и точки Си Q ит. д. Расстояние между этими точками, измеренное параллельно линии 00 (т. е. оси резьбы), и есть шаг резьбы, обозначаемый буквой s. Почти у всех резьб, принятых в машиностроении, шаг измеряется в миллиметрах. Существуют, однако, и другие измерения и выражения шага, а именно: Кроме винтов, на токарном станке нарезаются червяки, имеющие модульный или питчевый шаг. Диаметры резьбы. Различают три диаметра резьбы: наружный, внутренний и средний. Наружным диаметром резьбы (dQ) называется диаметр цилиндра, описанного около боковой поверхности резьбы. Для болта наружный диаметр соответствует диаметру по вершинам профиля, измеренному перпендикулярно к оси резьбы, а для гайки — по впадинам профиля.
Рис. 9. Диаметры резьбы: наружный и внутренний (а, б) и средний (в)
Внутренним диаметром резьбы (dj называется диаметр цилиндра, вписанного в резьбовую поверхность. Для болта внутренний диаметр соответствует диаметру по впадинам профиля, измеренному перпендикулярно к оси резьбы, а для гайки — по вершинам профиля. Средним диаметром резьбы (dc-p) называется диаметр цилиндра, соосного с резьбой, образующие которого делятся боковыми сторонами профиля на равные отрезки. Правая и левая резьбы. По направлению витка различают правые и левые резьбы. Если подъем резьбы винта, положенного на ладонь правой руки, совпадает с направлением слегка отогнутого большого пальца, эта резьба правая. Совпадение подъема резьбы с направлением слегка отогнутого большого пальца левой руки указывает, что данная резьба левая. На винт с правой резьбой гайка навертывается при вращении вправо (по часовой стрелке), на винт с левой резьбой — при вращении влево (против часовой стрелки). Резьбы с зазором и без зазора. В зависимости от характера соединения резьб винта и гайки различают резьбы с зазорами и без зазора. Профили резьб винта и гайки при наличии зазоров соприкасаются лишь боковыми сторонами, а на вершине и впадинах получаются зазоры. Профили резьб без зазора соприкасаются полностью. Система резьб. В машиностроении приняты следующие системы резьб, различающиеся прежде всего по профилю: треугольные (метрические, дюймовая и трубные), трапецеидальные, прямоугольная, упорные и круглые. Наиболее распространенными являются метрические резьбы с крупным шагом и с мелким шагом. У всех резьб угол профиля равен 60°, причем вершина и впадина его (в разрезе резьбы диаметральной плоскостью) образованы прямыми линиями, т. е. плоско срезаны. Шаг метрических резьб измеряется в миллиметрах. Между впадиной профиля резьбы болта и вершиной профиля резьбы гайки всегда имеется зазор. Имеется зазор и между вершиной профиля резьбы болта и впадиной профиля резьбы гайки, хотя на рис. 11, а он не показан. В действительности зазор получается при нарезании резьбы. Таким образом, метрические резьбы относятся к группе резьб с зазорами. Метрической резьбой снабжаются детали (болты, гайки, винты, шпильки и т. д.), предназначенные для соединения частей машин. Этой резьбой пользуются также как способом непосредственного соединения частей машин (посадка на резьбе различных рукояток, масленок и т. д.). Профиль дюймовой резьбы показан на рис. 11, б. Угол профиля этой резьбы равен 55°; вершина и впадина профиля плоско срезана, как и у метрических резьб. Шаг дюймовой резьбы выражается числом витков на 1”. Дюймовая резьба имеет зазоры по вершинам и впадинам. Дюймовую резьбу имеют детали старых машин, станков и т. д., поэтому детали с такой резьбой изготовляются главным образом при ремонте таких машин.
Рис. 10. Левая (а) и правая (6) резьбы
Рис. 11. Профили метрической (а), дюймовой (б) и трубной (в) резьб
Профиль трапецеидальной резьбы – трапеция с углом, равным 30°. Профиль резьбы образован прямыми линиями, с небольшими закруглениями углов у впадин и вершин. Шаг трапецеидальных резьб измеряется в миллиметрах. Трапецеидальные резьбы имеют зазоры. Существуют крупная, нормальная и мелкая трапецеидальные резьбы. Трапецеидальную резьбу применяют на винтах, используемых для преобразования вращательного движения одной детали (например, ходового винта токарного станка) в поступательное движение другой (суппорта). Профиль прямоугольной резьбы — в большинстве случаев квадрат со сторонами, равными половине шага; шаг этой резьбы измеряется в миллиметрах или выражается числом витков на Г. Эта резьба не имеет зазоров. Прямоугольная резьба применяется, так же как трапецеидальная, на различных винтах, передающих движение. Она не стандартизована и постепенно вытесняется трапецеидальной. Профиль упорной резьбы показан на рис. 12, б. Соприкосновение винта и гайки происходит между сторонами, воспринимающими нагрузку, а также между вершинами витков винта и впадин гайки. По остальным участкам профиля имеется зазор. Упорная резьба делается на муфтах трубопроводов, соединяющих компрессоры с резервуарами со сжатым под сильным давлением воздухом, а также на винтах гидравлических прессов, домкратов и т. п. Профиль круглой резьбы составлен двумя дугами окружностей, сопрягающихся непосредственно или соединенных небольшими прямолинейными участками, параллельными или расположенными под углом 30°. Круглая резьба применяется значительно реже других резьб и используется для соединения деталей, которые соприкасаются с известковой водой, засоренной песком, или же для деталей, резьба которых быстро изнашивается (соединительные гайки пожарных рукавов, части автомобильных радиаторов, детали вагонных стяжек и т. д.).
Рис. 12. Профили трапецеидальной (а) и упорной (б) резьб
Многоходовые резьбы. В многоходовой резьбе различают ход и шаг. Ходом многоходовой резьбы называется расстояние между одноименными точками одного и того же витка, измеренное параллельно оси резьбы, или то расстояние, на которое переместится по оси болт или гайка за один оборот.
Рис. 13. Двухходовая (а) и одноходовая (б) резьбы
Различие между ходом и шагом этой резьбы отчетливо видно на рис. 13, а, на которой показана двухходовая трапецеидальная резьба. Ход многоходовой резьбы равен шагу, умноженному на число ходов. Очевидно, что ход и шаг одноходовой резьбы одинаковы. Число ходов многоходовой резьбы как у винта, так и у гайки определяется посредством подсчета концов витков на торце винта или гайки. Реклама:Читать далее:Нарезание наружной резьбыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|












|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|