|
|
Категория:
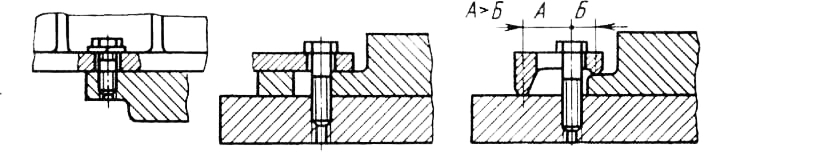
Кузнечные работы Далее: Наладка молотовых штампов Работы по установке и наладке штампов являются завершающими в процессе наладки оборудования, а также основными при переходе с изготовления одного вида поковок на другой. Эти работы очень важны, так как от качества и быстроты их выполнения зависит в конечном счете качество продукции и производительность оборудования. Установка и наладка штампов различной конструкции, используемых на различных машинах, имеют свои особенности. Вместе с тем существуют общие правила проведения этих работ, зафиксированные в специальных цеховых инструкциях. Наладчик штампов должен предварительно ознакомиться с паспортом штампа, который содержит сведения о размерах штампового кубика и химическом составе штамповой стали, о режиме термической обработки, которой был подвергнут штамп (время нагрева под закалку, температура закалки, время выдержки при этой температуре, общее время нагрева, характер охлаждающей среды, параметры отпуска). В паспорте имеется заключение отдела технического контроля (ОТК) о годности штампа по геометрическим размерам, а также заключение по термической и механической обработке. В паспорт заносят данные о годности штампа после обработки и обновления его рабочей полости (фигуры), после разметки и обмера первой поковки, сведения о стойкости штампа, выражаемой количеством произведенных поковок. Паспорт хранится в картотеке цеховой службы подготовки инструмента. Наладчик должен сличить номера на обеих половинах штампа,чтобы убедиться, что они (половины) парные. Кроме того, уточнив размеры штампа, наладчик определяет величину необходимого рабочего хода. Перед установкой штампа на пресс наладчик осматривает его фигуру. Для этого холодный штамп протирают ветошью, а горячий — обдувают сжатым воздухом. При обнаружении на поверхности штампа дефектов (трещин, выбоин, окалины и др.) их устраняют. После осмотра холодный штамп разогревают в печи. Для защиты фигуры от окисления при нагреве ее прикрывают листовым железом или обильно смазывают графитом. За время нагрева штампа проверяют места его крепления и подготавливают инструмент, необходимый для установки штампа (ломики, клинья, выколотки для клиньев и шпонок, тросы и цепи для транспортирования и т. д.). С помощью уровней, щупов, линеек, рулеток, отвесов и других инструментов наладчик контролирует установку направляющих бабы молота или ползуна пресса на параллельность, положение штамподержателей; проверяется также чистота крепежных пазов и других мест крепления. Одновременно рабочее пространство освобождают от посторонних предметов. Для транспортировки штампов используют мостовые и поворотные краны, авто- и электрокары с подъемниками и другие средства механизации. Транспортировка особо тяжелых штампов — трудоемкая и сложная работа, требующая сноровки, опыта, скрупулезного знания техники безопасности. Большинство штампов перед установкой поднимают краном, для чего используют тросы и цепи. На механические прессы, имеющие муфты с жестким сцеплением, штампы устанавливают при повороте вала или махсзика вручную, например ломиком. Если пресс оборудован фрикционной муфтой, штампы налаживают при периодическом включении двигателя. Крепление штампов должно обеспечивать их жесткий прижим, отсутствие дополнительных (помимо тех, что возникают от рабочей нагрузки) напряжений и деформаций, а также смещений при штамповке. При креплении штампа болтами часто используют прихваты. При этом один из концов прихвата должен укладываться на прокладку или планку, высота которой равна высоте штампа.
Рис. 1. Схемы крепления штампов
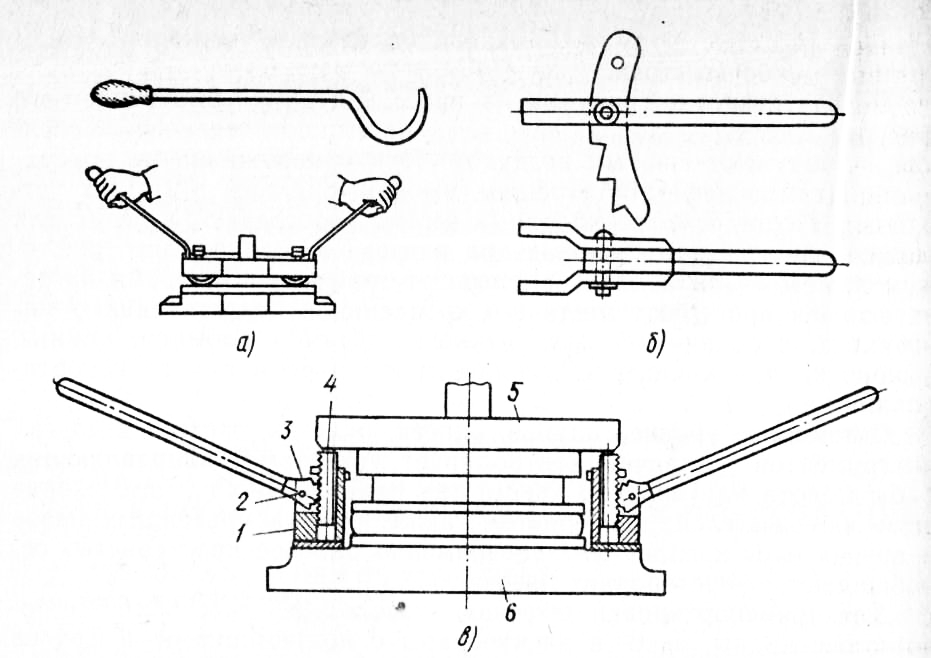
Рис. 2. Приспособления для разъема штампов: Для разъема штампов используют различные приспособления: крючки — для небольших по размерам штампов, зубчатые секторы с рычагами — для относительно тяжелых. Для разъема крупногабаритных штампов применяют специальные домкраты. Зубчатая рейка, находящаяся в зацеплении с сектором, перемещается при повороте рычага вокруг оси, поднимая верхний штамп над нижним. Реклама:Читать далее:Наладка молотовых штамповСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|