|
|
Категория:
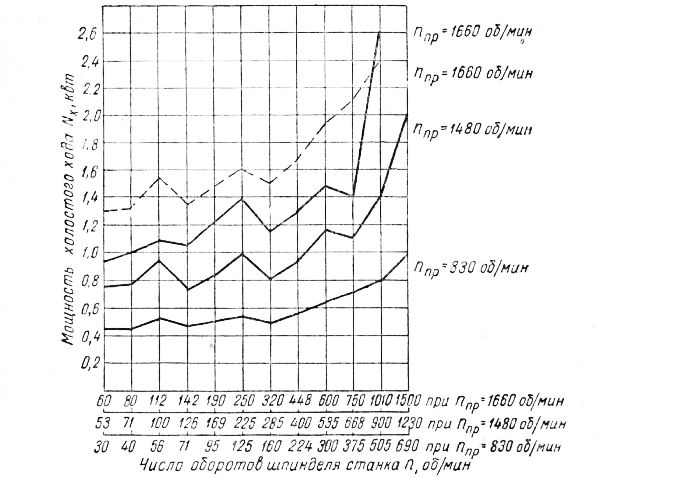
Металлорежущие станки При проектировании станка существенное значение имеет определение требующейся мощности привода. К. п. д. реальных звеньев может в большей или меньшей степени отклоняться от приведенных средних значений. Например, если диаметр зубчатого колеса и подшипника близки друг к другу, то к. п. д. подшипника резко падает. В таких случаях необходим обстоятельный расчет потерь на трение. Однако для современных быстроходных станков определение мощности привода на основании формулы дает результаты, значительно отличающиеся от фактически требующейся мощности, что связано с большой величиной мощности холостого хода быстроходных металлорежущих станков. Понятие о мощности холостого хода. Мощностью холостого хода называется мощность, затрачиваемая источником энергии на вращение привода при отсутствии полезной нагрузки. Эта мощность затрачивается: Мощность холостого хода металлорежущих станков достигает значительной величины. На рис. 1 приведены графики зависимости мощностй холостого хода привода револьверного станка 1М36, построенные на основании результатов исследований Г. А. Левита. Графики получены при различных числах оборотов первого вала коробки скоростей. Шкалы чисел оборотов смещены таким образом, чтобы на одной вертикальной линии располагались значения мощности, соответствующие одинаковым передаточным отношениям в коробке скоростей. Из графиков видно, что с повышением числа оборотов шпинделя в минуту путем изменения передаточных отношений в коробке скоростей при одном и том же числе оборотов первого вала мощность холостого хода возрастает. При этом между числом оборотов шпинделя и мощностью холостого хода существует нелинейная зависимость. Нелинейная зависимость между повышением числа оборотов первого вала и мощностью холостого хода заметна при высоких скоростях шпинделя. Нелинейная зависимость возрастания мощности холостого хода обусловливается тем, что ряд потерь холостого хода возрастает пропорционально квадрату скорости. Например, пропорционально квадрату скорости возрастают силы трения, возникающие под действием центробежных сил, силы трения между дисками расцепленных фрикционных муфт, аэродинамические потери. Нелинейная зависимость между потерями и числом оборотов хорошо заметна на кривой мощности холостого хода шпинделя станка 1М36.
Рис. 1. График мощности холостого хода револьверного станка 1М36 при различных числах оборотов первого вала коробки скоростей. Сравнение общей мощности холостого хода привода и мощности холостого хода шпинделя свидетельствует о том, что значительная часть мощности холостого хода затрачивается на вращение шпинделя. Такое положение характерно для значительной части станков. Значительная мощность холостого хода расходуется на трение между дисками расцепленных фрикционных муфт, на перемешивание масла в масляной ванне. Для снижения мощности холостого хода быстроходных станков следует избегать применения подшипников скольжения, конических роликовых подшипников, к. п. д. которых ниже шариковых, войлочных уплотнений, фрикционных муфт для переключения передач. С этой же целью масляную ванну следует заменять циркуляционной смазкой. К качеству изготовления деталей приводов необходимо предъявлять повышенные преcования, а оыстровращающиеся детали подвергать балансировке. Снижение мощности холостого хода, при высоких скоростях может быть достигнуто при использовании так называемого разделенного привода, рассматриваемого ниже.
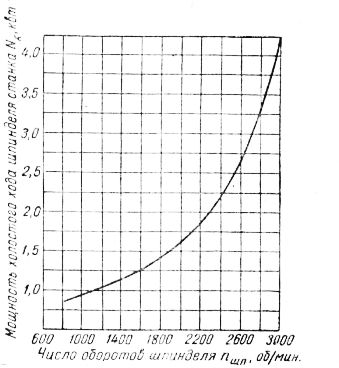
Рис. 2. График мощности холостого хода шпинделя станка 1М36. Однако даже при совершенной конструкции привода мощность холостого хода остается значительной и ее необходимо учитывать при определении мощности приводного электродвигателя. Практически мощность холостого хода может быть измерена только при отсутствии полезной нагрузки. Однако действие рассмотренных выше факторов сказывается в той или иной степени и при работе станка под нагрузкой. Их влияние может изменяться вследствие того, что силы веса уравновешиваются движущими силами, меняется характер перекосов и т. п. В первом приближении можно принять, что мощность холостого хода суммируется с мощностью, необходимой для выполнения полезной работы, которую можно определять по формуле . Как видно из графиков, мощность холостого хода имеет различное значение при различных скоростях шпинделя, соответственно будет меняться и к. п. д. привода. Зигзагообразный характер графика обусловливается тем, что переход от одной группы скоростей к другой сопровождается падением скоростей ряда промежуточных валиков. Точное расчетное определение мощности холостого хода при различных скоростях шпинделя представляется весьма затруднительным не только в связи с трудоемкостью расчета, но и вследствие отсутствия ряда исходных данных, как, например, зависимости потерь от неточности сборки, величины дисбаланса и др.
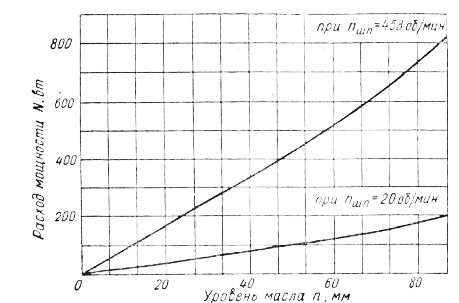
Рис. 3. График мощности, затрачиваемой на перемешивание масла в ванне в зависимости от уровня.
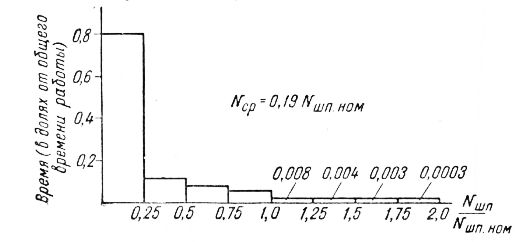
Рис. 4. График использования мощности станков-по экспериментальным данным. Тяговое усилие складывается из составляющих сил резания и сил веса, действующих в направлении перемещения рабочего органа, сил трения, Еозникающих под действием составляющих сил резания, сил веса движущихся частей, движущих сил и сил предварительной затяжки регулируемых элементов направляющих, сил прилипания поверхностей направляющих. Вопрос об определении тяговых усилий будет рассмотрен ниже. Точное определение мощности привода подач имеет особо важное значение при независимом приводе подач, особенно в следящих системах, когда размеры элементов привода и самого двигателя существенно сказываются на динамических качествах системы. Приводы главного рабочего движения и подач должны обеспечивать изменение числа оборотов или скорости прямолинейного движения в пределах заданного диапазона. Внутри заданного диапазона изменение чисел оборотов или скорости можно производить либо непрерывно, либо скачкообразно. В первом случае мы имеем бесступенчатое, во втором — ступенчатое изменение чисел оборотов или скоростей. Выбор типа привода оказывает существенное влияние на производительность и экономическую эффективность проектируемого станка. Бесступенчатое изменение чисел оборотов дает существенные преимущества, так как оно позволяет для каждой операции установить расчетное число оборотов, определяемое по формуле, в соответствии с требующейся скоростью резания. При ступенчатом изменении чисел оборотов приходится использовать ближайшее меньшее по сравнению с расчетным числом оборотов. При использовании ближайшего большего числа оборотов фактическая скорость резания будет больше допустимой, что приведет к резкому снижению стойкости режущего инструмента, увеличению суммарного времени остановок станка для подналадки, количества переточек инструмента и т. д. Таким образом, при ступенчатом изменении чисел оборотов работа ведется со скоростью резания меньше допустимой, что приводит к появлению потери скорости Ли и увеличению времени резания, а соответственно снижению производительности. При бесступенчатом изменении чисел оборотов и использованию системы автоматического регулирования числа оборотов оказывается возможным поддерживать постоянство скорости резания при обработке торцовых поверхностей за счет автоматического изменения числа оборотов по мере перемещения резца в радиальном направлении, что приводит к заметному снижению времени резания при выполнении подобных операций. Однако достаточно широкому внедрению методов бесступенчатого изменения чисел оборотов до последнего времени препятствовало отсутствие простых, дешевых и надежных конструктивных решений, удовлетворяющих всем технологическим требованиям. Поэтому приводы, обеспечивающие бесступенчатое изменение чисел оборотов, встречаются лишь на сравнительно немногочисленных моделях станков. Следует предполагать, что дальнейшее развитие методов бесступенчатого изменения чисел оборотов, в первую очередь методов электрического изменения, приведет в ближайшие годы к значительному расширению бесступенчатого изменения чисел оборотов на станках. Реклама:Читать далее:Определение исходных расчетных нагрузок станкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|