|
|
Категория:
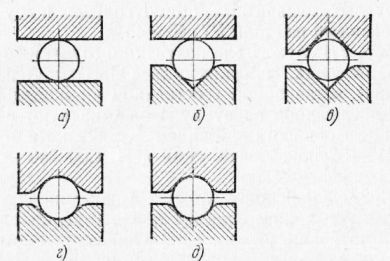
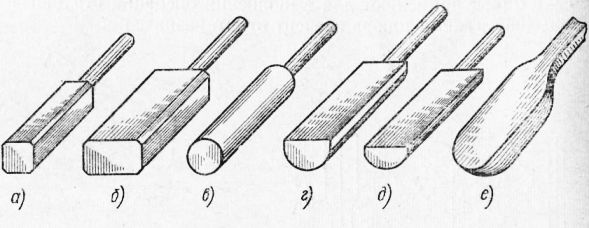
Ковка на молотах и прессах Бойки — основной инструмент, используемый при ковке на молотах и прессах. Они предназначены для выполнения главным образом протяжки, а также осадки, прошивки, гибки и других операций ковки. В комплект входят два бойка — нижний, неподвижный, выполняющий одновременно роль опоры, и верхний, подвижный, через который передается усилие машины. Чем более закрытую форму выреза (калибра) образуют бойки, тем. меньше при ковке уширение и тем интенсивнее происходит процесс протяжки. Однако необходимое усилие для протяжки при этом значительно возрастает. Кроме этого, в бойках с углом выреза по 90° можно выполнять интепсивную протяжку заготовок прямоугольного сечения. Угол при вершине в Еырезных бойках может быть равен 120°.
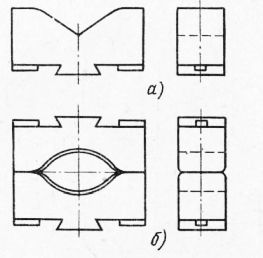
Рис. 1. Формы рабочих поверхностей бойков:
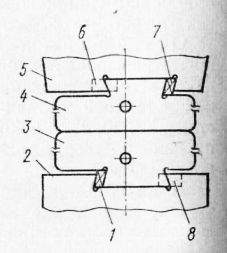
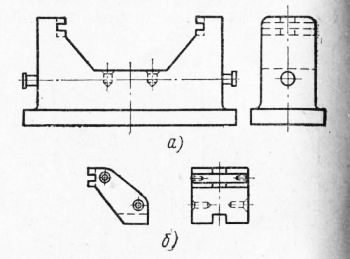
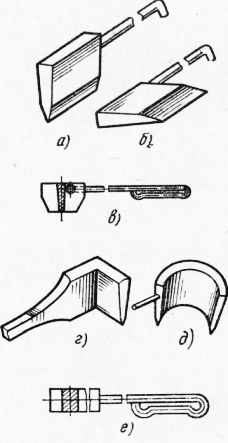
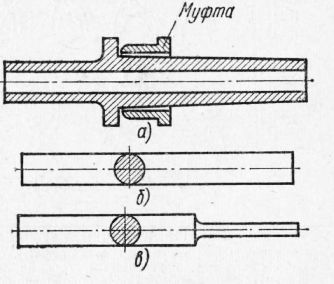
Рис. 2. Схема крепления бойков на молоте: Недостатком фасонных и полукруглых бойков является то, что в них нельзя отковать поковки с резко отличающимися размерами по диаметру, вследствие чего такие бойки приходится часто менять. Размеры бойков зависят от мощности ковочного оборудования и его конструктивных особенностей. Высота бойков зависит от допускаемых нижнего и верхнего положений бабы молота или плунжера рабочего цилиндра пресса. Верхний и нижний бойки делают одинаковой ширины. С возрастанием массы падающих частей молота или усилия пресса также увеличивается и ширина бойков. Для ковочного молота длина нижнего плоского бойка берется несколько большей, чем такого же верхнего бойка. Это делается для удобства размещения подкладного инструмента и для улучшения условий правки длинных поковок. Рабочие поверхности плоских и соприкасающиеся поверхности вырезных и фасонных бойков должны быть строго горизонтальными и плотно, без зазоров прилегать друг к другу. На рабочих поверхностях бойков различные выбоины и вмятины не допускаются. Во избежание перерезания волокон в поковке кромки рабочих поверхностей бойков всех типов в местах их пересечения с боковыми поверхностями должны быть скругленными на радиус, равный примерно 0,1 размера ширины бойка. На молоте нижний боек, имеющий снизу форму «ласточкина хвоста», крепят при помощи клина и вставного сухаря или шпонки к подушке, закрепляемой на шаботе молота (шаботом называют стальную отливку массой в 10—15 раз больше массы падающих частей молота. Шабот располагают ниже уровня пола цеха). Для установки сухаря в подушке и бойке выфрезерованы друг против друга соответствующие пазы. Аналогично верхний боек крепится к бабе молота. Бойки представлены на рис. 2, а, б,
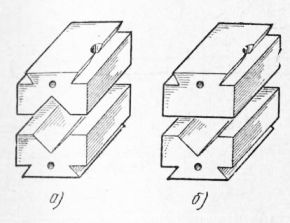
Рис. 2. Бойки:
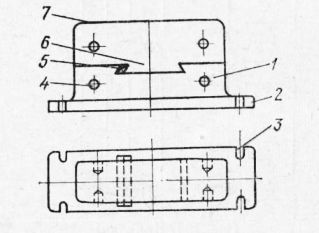
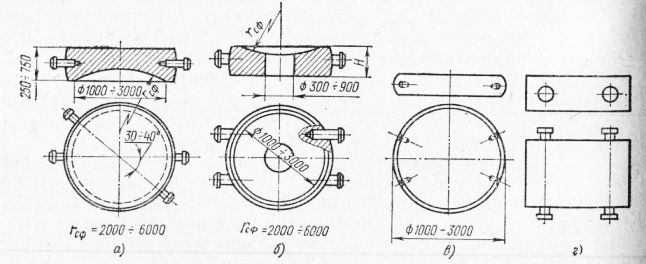
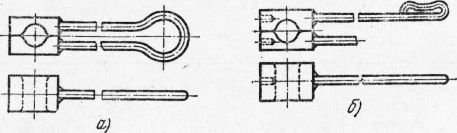
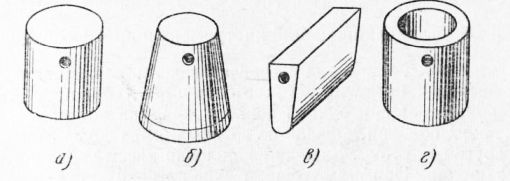
Рис. 3. Боек ковочного пресса с плоской наделкой: На прессе цельные бойки крепят соответственно к столу и подвижной траверсе болтами. Однако чаще всего бойки делают сменными. В таком бойке различают литой корпус, в вырезе которого сверху устанавливают «ласточкиным хвостом» 6 и крепят клином 5 наделку 7. Наделка может быть плоской или иметь вырез той или иной формы. Снизу корпус имеет развитое основание, которое через вырезанные с боков пазы крепится к столу или подвижной траверсе пресса заводными болтами с головками, вводимыми в Т-образные пазы стола или траверсы. Для ковки в нижнем вырезном и верхнем плоском бойках нижний боек чаще всего делают составным с вкладышами. Вкладыши позволяют быстро изменить размер и форму выреза на требуемые. Кроме того, по мере износа вкладышей их легко заменяют новыми. В этом случае верхняя и нижняя плиты могут иметь в плане круглую или квадратную форму. Для перемещения (транспортировки) плиты имеют цапфы или отверстия, в которые вставляют штыри. Для осадки мелких слитков применяют нижние осадочные плиты с отверстием и рычагами для кантовки на 90°. Для этого после биллетировки зажимают слиток между бойками пресса и надевают на цапфу плиту, подвесив ее за горизонтальные рычаги цепями к крану.
Рис. 4. Наделки:
Рис. 5. Нижний составной вырезной боек: Подняв верхний боек, слиток с плитой опускают на стол пресса. После этого надевают цепи на цапфы вертикальных рычагов. Далее выполняют осадку и вновь, перевешивая цепи с цапф одних рычагов на другие, передают слиток на протяжку. После зажатия осаженного слитка бойками пресса снимают осадочную плиту с цапфы I слитка. Плиты изготовляют литыми из стали 35Л или коваными из СтЗ или стали 35.
Рис. 6. Осадочные плиты: Для механизации процесса осадки используют различные конструкции поворотных столов: с ручным, электрическим и пневматическим приводом. Топоры применяют для выполнения операций отрубки и разрубки. Конструкция топора зависит от его назначения.
Рис. 7. Использование осадочной плиты:
Рис. 8. Топоры: Двусторонний топор имеет в сечении вид трапеции. Поэтому при разрубке торцы материала приобретают небольшой уклон. Односторонний топор имеет в сечении вид прямоугольной трапеции. Он служит для отрубки концов поковки, орец поковки получается без уклона, а на отходе уклон торца получается большим. Для вырубных операций применяют угловые и фасонные топоры. Топоры куют из стали 35ХМ, 5ХНВ, 7X3, 8X3, 5ХГМ и5ХНМ. Лезвия топоров подвергают закалке и отпуску на твердость HRC 40—45. Ручки топоров небольших размеров куют заодно с топором из одной заготовки. Ручки к топорам средних размеров изготовляют из прутковой стали СтЗ, 10 или 20 и крепят к топору, как показано на рис. 8, в. Крупные, тяжелые топоры изготовляют с быстросменными ручками или подвесными к траверсе пресса. Для облегчения работы с ними на крупных прессах используют манипуляторы.
Рис. 9. Раскатки: Квадраты применяют в качестве накладок при отрубке и разрубке заготовок. Их также используют для прорубки перемычек и удаления заусенцев после рубки.
Рис. 10. Обжимки: Пережимки применяют для создания одностороннего или двустороннего углубления после наметки для последующего образования уступов или пережимов. Раскатки используют для образования местных углублений, а также для разгонки металла. Пережимки и раскатки изготовляют из стали 40, 45, 40Х. Обжимки служат для подкатки и отделки в на молотах, а также на прессах небольшого усилия заготовок разнообразным (круглым, квадратным, шестигранным и т. п.) поперечным сечением. Они бывают неразъемные, когда обе половины насажены на одну общую пружинящую рукоятку, и разъемные, когда каждая половина имеет свою рукоятку. Обжимки изготовляют из стали 40, 45, 50, У7, 40Х.
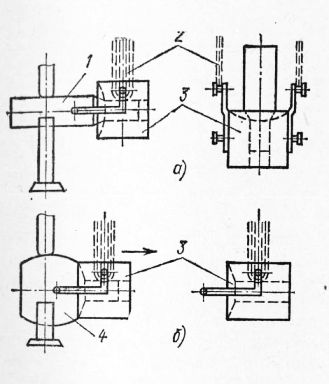
Рис. 11. Прошивни сплошные: Прошивни служат для образования отверстий в поковках и заготовках. Они имеют разнообразные форму и размеры. Для подъема и установки прошивней на их поверхностях имеются, высверленные углубления, в которые заводят штыри. Прошивни делают из стали 40Х, 50Х, 5ХГМ 6ХНВ. После обработки резанием их закаливают и отпускают на твердость HRC40—45. Надставки служат для наращивания прошивня. Диаметры их выбирают такими, чтобы они не соприкасались с прошиваемым отверстием. Пример использования пустотелой надставки при прошивке полым прошивнем показан на рис. 76. Надставки к прошивням изготовляют из стали 40, 50, 50Х с закалкой и отпуском на твердость НВ207—229. Оправки для протяжки пустотелых поковок делают сплошными и пустотелыми. Отверстие в последних предназначено для охлаждения изнутри проточной (водопроводной) водой с целью повышения стойкости пустотелой оправки. Рабочая часть оправки конусная с уклоном от 5 до 12 мм на 1 м длины. Бурт на оправке служит упором для металла при протяжке и служит опорой для освобождения оправки в случае ее застревания в поковке.
Рис. 12. Оправки: Оправки для раскатки изготовляют в виде сплошных гладких цилиндров. В некоторых случаях для раскатки используют оправку с уступом. Реклама:Читать далее:Поддерживающий инструмент и приспособленияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|