|
|
Категория:
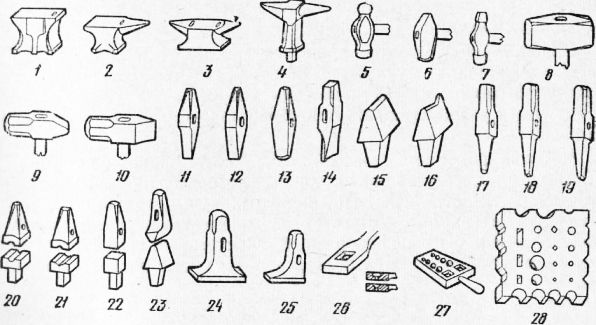
Ковка на молотах и прессах Опорным инструментом, на котором выполняются операции ручной ковки (протяжка, осадка, гибка, пробивка и прошивка отверстий, разрубка, кузнечная сварка и правка), являются наковальня, а для особо мелких поковок — шперак.
Рис. 1. Основной технологический инструмент для ручной ковки: Наковальниизготовляют литыми из стали 45Л массой от 70 до 350 кг. Верхнюю плоскую часть иаковальни называют лицом. Иногда на лицо сверху наваривают стальную пластину толщиной до 30—40 мм, которую называют наличником. После термической обработки твердость лица или наличника должна составлять HRC40—45. Наковальня имеет конический отросток—рог. Он служит для гибки и ковки пустотелых поковок. По количеству отростков различают три типа наковален: безрогие (ГОСТ 11396—75), однорогие (ГОСТ 11397—75), двурогие (ГОСТ 11398—75). Прямоугольная часть с противоположного конца наковальни называется хвостом, она служит для гибки заготовок под прямым углом. 3 этой части наковальни имеются два сквозных отверстия, одно из которых круглое — для пробивки отверстий в заготовках, другое квадратное — для закрепления в нем подкладного инструмента. Нижняя часть наковальни — башмак имеет четыре лапы, которыми при помощи костылей или хомутов наковальня крепится к стулу. Последний представляет собой бетонную тумбу или деревянный чурбак, вкопанный в землю на глубину 1—1,5 м. При этом лицевая поверхность наковальни должна находиться на расстоянии 750—800 мм над уровнем пола. Шперак (ГОСТ 11400—75) — маленькая наковальня с двумя рогами массой до 50 кг из литой или кованой стали 45. Наличник его закален на ту же твердость, что и наличник наковальни. Шперак устанавливают в квадратное отверстие размером 35×35 мм любой наковальни. Ударным инструментом являются молотки, называемые иногда ручниками, и кувалды. Кузнец пользуется молотком для нанесения ударов и для указания молотобойцу места удара кувалдой при обработке относительно крупных заготовок. Молотки изготовляют массой от 0,5 до 2 кг ковкой из стали У7 или У8. Молоток имеет два бойка, один из которых круглый или квадратный, а иногда восьмигранный, имеет гладкую ударную поверхность с заваленными гранями. Другой боек, называемый также задком или носком, может быть шарообразный, заостренный с округлым ребром или тупой. Бойки молотка подвергают закалке с последующим отпуском. Кувалды — основной инструмент для нанесения ударов по нагретой заготовке при ручной ковке. Они также имеют два бойка и подразделяются на тупоносые (ГОСТ 11401—75) и остроносые (ГОСТ 11402—75). Масса кувалд — от 2 до 16 кг. Остроносые кувалды могут быть с поперечным или продольным расположением носков (задков). Для закрепления рукоятки в кувалде делается овальное насадное отверстие, которое расширяется от середины к краям. Кувалды изготовляют ковкой или штамповкой из стали 40, 45, 50 с последующей обработкой резанием рабочих поверхностей. После термической обработки твердость рабочего слоя толщиной до 30 мм должна составлять HRC48—52. Подсечки изготовляют по ГОСТ 11420—75 из стали У7. Они являются подкладными зубилами и вставляются квадратным хвостовиком в такое же отверстие наковальни. Они значительно ускоряют и облегчают процесс рубки. Лезвие подсечки может быть прямым и фасонным. Его закаливают на твердость HRC 48—52. Пробойники, называемые также бородками, применяют для пробивки круглых, квадратных, прямоугольных и других отверстий. Их делают коваными из стали У7, 40 и 45. Обжимки служат для подкатки и отделки боковых поверхностей: цилиндрических, плоских и др. Они состоят из двух частей: нижней (нижника), вставляемой хвостовиком в наковальню, и верхней (вершника), насаженной на ручку. Обжимки куют из стали У7, 40, 45, 50, 40Х и после обработки резанием закаливают и отпускают на твердость HRC48—52 по рабочей части и HRC30—40 — по ударяемой части. Подбойки используют для ускорения протяжки, выделки желобов, вогнутых поверхностей и для отделки отдельных участков или всей поверхности поковки. Они могут иметь разнообразную форму рабочих поверхностей: плоскую, полукруглую и др. Подбойки делают из стали У7, 50Г, 40Х. Гладилки предназначены для сглаживания неровностей и окончательной отделки плоских поверхностей поковок. В головке, расположенной над рабочей поверхностью, имеется отверстие для деревянной ручки. Гладилки изготовляют ковкой или штамповкой из стали У7, 40 и 45. Гвоздильни — металлические пластины, кованные из стали 45 или У7. Они имеют отверстия для высадки головок болтов, заклепок, гвоздей и т. д.з Кузнечная форма — литая плита из стали 35Л или 40Л массой до 50 кг со сквозными отверстиями и фасонными вырезами на боковых поверхностях. Она предназначена для отделки поковок, пробивки отверстий и профильно-гибочных работ. Реклама:Читать далее:Основной технологический инструмент для машинной ковкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|