|
|
Категория:
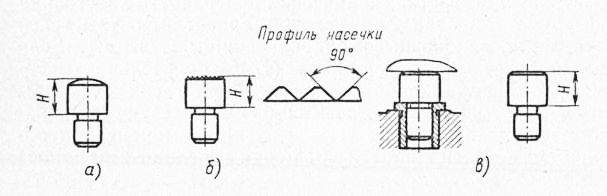
Слесарно-инструментальные работы Установочные элементы приспособлений. Установку заготовок на плоскую поверхность производят на основные опоры (постоянные, регулируемые и самоустанавливающиеся), определяющие положение заготовки, и на вспомогательные опоры (регулируемые и самоустанавливающиеся), применяемые для повышения жесткости и виброустойчивости технологической системы. Основные постоянные опоры со сферической и насеченной головками используют при установке небольших заготовок с необработанными базами, а с плоской головкой — для установки указанных заготовок с обработанной базой. Для обеспечения высокой точности установки размер Н высоты головки выполняют с достаточно жестким допуском.
Рис. 1. Основные постоянные опоры со сферической (а), насеченной (б) и плоской (в) головкой
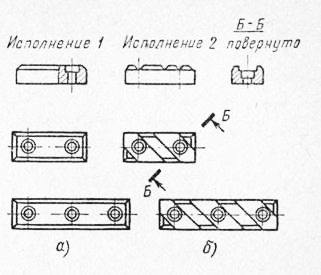
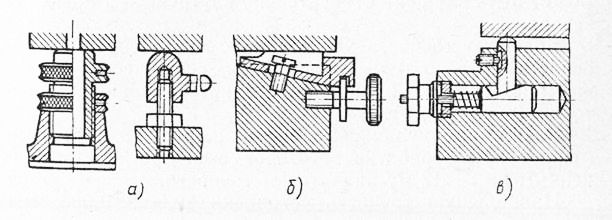
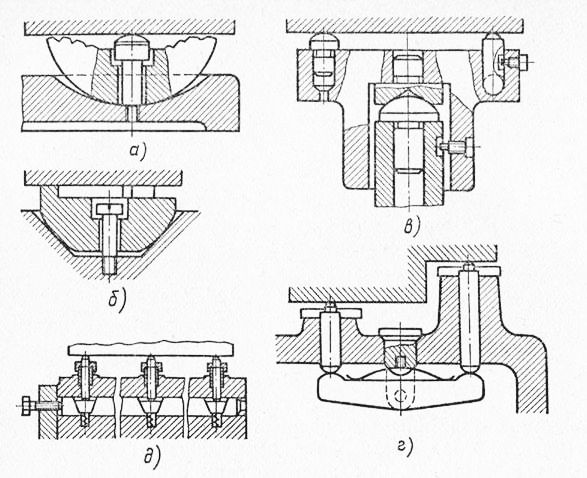
В целях лучшего удаления стружки опоры с насеченной головкой устанавливают на вертикальные, а опоры со сферической головкой — на горизонтальные стенки приспособлений. Вместо опор с плоскими головками иногда применяют плоские пластины без пазов и с пазами. Пазы облегчают удаление стружки при сдвиге заготовки. Опорные пластины используют при установке заготовок с обработанной базой. Опоры приспособлений должны обладать высокой износостойкостью. Их изготовляют из стали марки У7А (опоры диаметром D до 12 мм), стчали марки 20Х (опоры большего диаметра и пластины). После термической обработки твердость опор 56—61 HRQ. Опоры с насеченной головкой изготовляют из стали 45 (твердость после термической обработки 41,5—46,5 HRC3). Регулируемые опоры применяют при установке заготовок с необработанными базами или в качестве вспомогательных опор. Самоустанавливающиеся опоры широко используют как основные и вспомогательные при протягивании отверстий и выполнении других операций при обработке заготовок сложной формы.
Рис. 1. Опорные пластины без пазов (а) и с пазами (б)
Рис. 2. Регулируемые опоры: а —винтовые, б— клиновые, в — клиновые с плунжером
Рис. 3. Самоустанавливающиеся опоры: а, б, в — шаровые, г — рычажно-плунжерные, д — плунжерные
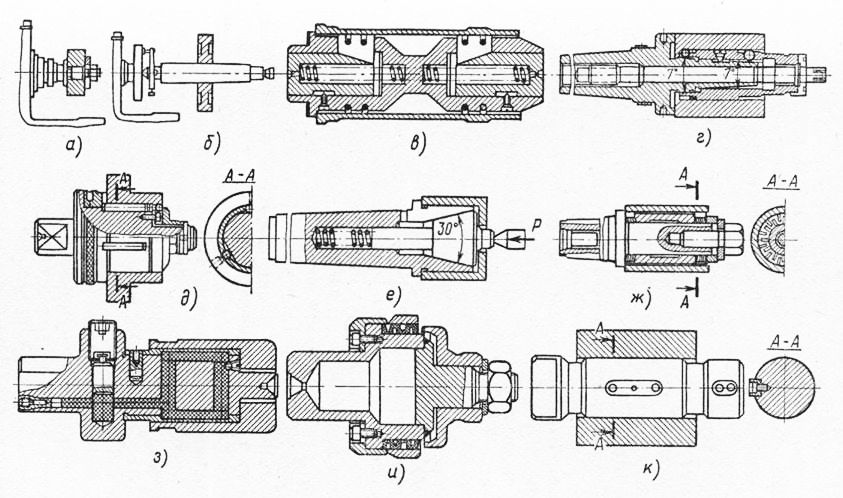
Установку заготовок на отверстие проводят с использованием оправок и цилиндрических установочных пальцев. При установке заготовки с зазором ее базовое отверстие должно быть обработано по 7-му квалитету точности. При этом наружная поверхность может быть смещена относительно внутренней в пределах зазора. Большую точность установки (с отклонением от соосности 0,005—0,01 мм) обеспечивают конические оправки и оправки с запрессовыванием заготовки. Разжимные кулачковые оправки применяют при обработке заготовок с отверстием, выполненным по 8—13-му квалитетам точности. Наибольшую точность установки (0,002—0,005 мм) обеспечивают оправки с упругим элементом: цангой (отверстие выполняют по 8—13-му квалитетам точности); тонкостенной втулкой и гидропластом (отверстие выполняют по 7—8-му квали-тетам точности); гофрированной втулкой(отверстие выполняют по 7—8-му квалитетам точности).
Рис. 4. Оправки:
а — для установки заготовок с зазором, б— конические, в — кулачковые, г — шариковые, д — роликовые, е, ж — цанговые, з — с тонкостенной втулкой и гидропластом, и — с гофрированными втулками, к — с запрессованием заготовки
При установке корпусных деталей и плит средних размеров по двум отверстиям обеспечивается достаточно высокая точность ориентации. Отверстия в заготовках должны быть обработаны по 7-му квалитету точности. Один из установочных пальцев выполняют цилиндрическим, другой — срезанным. В этом случае и при максимально возможном расстоянии между пальцами обеспечивается наименьшая погрешность углового расположения заготовки. Валы, цилиндры, а также заготовки, расположенные на оправке, устанавливают в центрах. Установку заготовок по наружной цилиндрической поверхности осуществляют на призмы, в патроны, во втулки. Призмы для установки коротких заготовок стандартизованы. В приспособлениях используют призмы с углом 2а = 60; 90 и 120° (наибольшее применение получили призмы с углом 2а = 90°). Закрепление заготовок в патронах — универсальный, широко применяемый способ. Погрешность установки при этом определяется точностью изготовления патрона, точностью изготовления технологических баз заготовки. При закреплении нежестких заготовок с силой, направленной по радиусу, возможен изгиб заготовки, для уменьшения которого увеличивают число кулачков в патроне. Способы и элементы технологической оснастки для установки их на станке. Технологическую оснастку устанавливают на рабочем узле станка, имеющем специальное посадочное место (комплект баз). На станках токарной группы патроны и оправки устанавливают непосредственно на шпинделе с центрированием по посадочным элементам, расположенным на наружной или внутренней (конусное отверстие) поверхности шпинделя; с использованием переходной планшайбы с центрированием по планшайбе или по пальцу, установленному в конусном отверстии шпинделя. На токарных станках приспособления также устанавливают на центрах (типа оправок), в коническое отверстие задней бабки, в резцедержатель. На фрезерных, горизонтально-расточных, сверлильных и других станках приспособления устанавливают на плоскость стола, имеющего Т-образные пазы. Для ориентации относительно продольной подачи на корпусе приспособления предусматривают две призматические привертные шпонки, которые входят в один из Т-образных пазов стола (как правило, в средний как более точный). Вследствие износа и последующих ремонтов ширина пазов стола увеличивается, поэтому в целях предотвращения возможных проворотов приспособление при установке прижимают к одной стороне паза. Для крепления на столе в корпусе приспособления имеются специальные проушины под болты. При малых силах резания две проушины размещают в том же Т-образном пазу, что и шпонки, при больших — четыре проушины размещают симметрично в соседних пазах. В ряде случаев в целях рационального размещения приспособлений на столе и сохранения точности баз стола на последнем жестко закрепляют накладные плиты с сеткой пазов и отверстий, которые используют для установки приспособлений. Приспособления на столе станка могут устанавливаться без выверки (при этом возникает погрешность установки приспособления) или с выверкой положения по опорам. В технических условиях на сборочном чертеже приспособления и в технической карте изготовления детали должна быть указана допустимая погрешность выверки. Выверку положения приспособлений широко применяют на зубообрабатывающих, шлифовальных, токарных, фрезерных и других станках. Все режущие инструменты имеют крепежную часть, предназначенную для установки и крепления режущего инструмента на технологическом оборудовании или в приспособлении. У резцов комплект баз состоит из нескольких плоскостей или из цилиндрической и плоской (торцовой) поверхностей. У сверл, зенкеров, разверток, фрез крепежную часть выполняют в виде цилиндрического или конического хвостовика или цилиндрического или конического отверстия. Для передачи момента у насадного инструмента предусмотрены шпоночные канавки в отверстии или на торце. Весь инструмент, закрепляемый на шпинделе станков с ЧПУ на фрезерных станках, снабжен элементами для создания осевой силы крепления. При переточке режущего инструмента используют, как правило, те же базы, что и при установке на станке или в приспособлении. В то же время развертки, зенкеры, протяжки при переточке устанавливают на центра, а угловую ориентацию выполняют по зубу инструмента. При установке шлифовальных кругов на шпинделе станка используют отверстие и плоские торцы; шлифовальные головки крепят за цилиндрический хвостовик. У некоторых инструментов в качестве базы используют их рабочую часть (например, выглаживающая часть у оправок для калибрования отверстий, резьбовая часть у гаечных метчиков с изогнутым хвостовиком). Зажимные устройства. Устройства предназначены для досылки заготовок до установочных элементов приспособления, обеспечения надежного контакта заготовки с установочными элементами и предупреждения ее смещения и вибраций в процессе обработки. Необходимость закрепления заготовки отпадает, если силы, возникающие при обработке, не могут сместить заготовку (например, при цековании). Зажимное устройство обычно состоит из силового механизма и привода. В то же время бывают устройства, состоящие только из силового механизма (их называют ручными зажимными механизмами), и устройства, состоящие только из привода (их называют устройствами прямого действия). Силовые механизмы (винтовые, клиновые, эксцентриковые, рычажные, шарнирно-рычажные и т. д.) отличаются простотой изготовления, компактностью, способностью изменять величину и направление передаваемой силы. Винтовые и клиновые механизмы обладают способностью к самоторможению, что очень важно с точки зрения техники безопасности (особенно в комбинированных зажимных устройствах с приводом при аварийном отключении энергии). Винтовые зажимные механизмы применяют для прямого закрепления заготовки нажимным винтом. Клиновые зажимные механизмы, широко применяемые в приспособлениях, имеют угол клина 6—15° (что обеспечивает значительную силу и высокую надежность зажима) и угол 45°, если клин используют для измерения направления силы.
Рис. 5. Эксцентриковый механизм
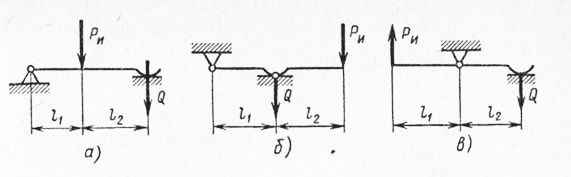
Рис. 6. Схемы рычажных механизмов
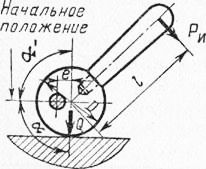
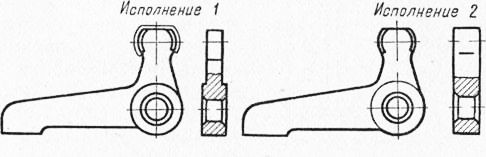
Рис. 7. Конструкция углового рычага
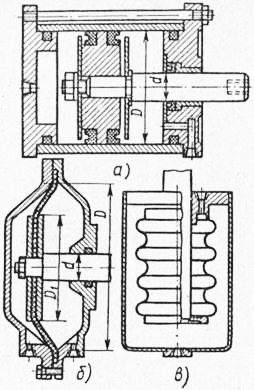
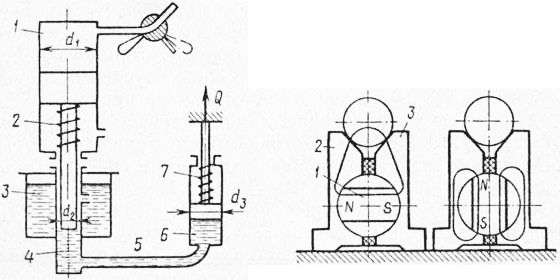
В качестве примера на рис. 7 показана конструкция углового рычага. Применение привода (пневматического, гидравлического, пневмогидравлического, электрического, магнитного, электромагнитного, вакуумного) позволяет повысить быстродействие зажимных устройств и увеличить силу закрепления. В ряде случаев несколько зажимных устройств работают от одного привода. Наиболее распространены пневматические приводы. Поршневые пневмодвигатели (пневмоци-линдры) обеспечивают большой ход штока; срок их службы обычно 10—15 тыс. циклов. Диафраг-менные пневмодвигатели выполняют с дифрагмой из прорезиненной ткани; срок их службы 0,5—1 млн. циклов; недостатки — малый ход штока и зависимость силы от положения штока из-за переменного сопротивления диафрагмы. Сильфонный пневмопривод не имеет утечек, прост в изготовлении. Пневмопривод прост по конструкции и надежен в эксплуатации, однако он имеет большой габарит (так как сжатый воздух подается под низким давлением 0,4 — 0,63 МПа) и создает шум при выпуске отработанного воздуха. Гидропривод имеет следующие преимущества по сравнению с пневматическим: использование рабочей жидкости под высоким давлением (до 15 МПа) позволяет уменьшить размеры гидроцилиндров; один гидропровод может обслуживать группу станков; рабочая жидкость (масло) не вызывает коррозии элементов системы и одновременно служит смазкой; гидропривод работает плавно и бесшумно. К недостаткам гидропривода относятся высокая первоначальная стоимость, повышенные требования к эксплуатации в целях предупреждения утечек масла. Пневмогидравлический привод в определенной мере обладает преимуществами пневматического и гидравлического приводов. Сжатый воздух подается в пневмоцилиндр, шток которого является поршнем гидроцилиндра. Масло из цилиндра по трубопроводу поступает в гидроцилиндр приспособления. Обратный ход цилиндров происходит под действием пружин.
Рис. 8. Пневмодвигатели:
а — поршневые, б — диафрагменные, в — сильфонные
Рис. 9. Пневмогидравличе
Рис. 10. Магнитная призма ский привод
Закрепление заготовок с помощью электропривода перспективно и находит широкое применение в зажимных устройствах автоматических линий. Стационарный электропривод (гайковерт) используют для вращения гайки зажимного механизма приспособления. Широкое применение при закреплениии заготовок на плоскошлифовальных станках получили электромагнитные и магнитные плиты и приспособления. На рис. 10 показана схема магнитной призмы для закрепления цилиндрических заготовок. При горизонтальном положении магнита магнитный силовой поток проходит через щеки призмы, разделенные немагнитной пластиной, и заготовку. Последняя при этом положении магнита прижата к призме. При повороте магнита до вертикального положения магнитный поток замыкается через щеки и заготовка освобождается. Элементы приспособлений для направления и установки режущего инструмента. Наладка и подналадка технологической системы на размер с помощью пробных проходов и промеров занимает много времени и возможна не во всех случаях обработки. С помощью таких приспособлений, как шаблоны и установы, этот процесс может быть ускорен. Особенно широко применяют установы для наладки фрезерных приспособлений.
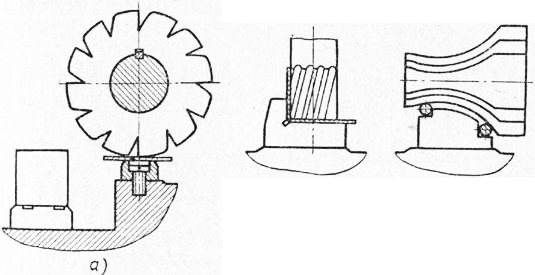
Рис. 11. Схема наладки технологической системы для фрезерования заготовок с помощью щупов и установов:
а, г— высотного, б — углового, в — фасонного
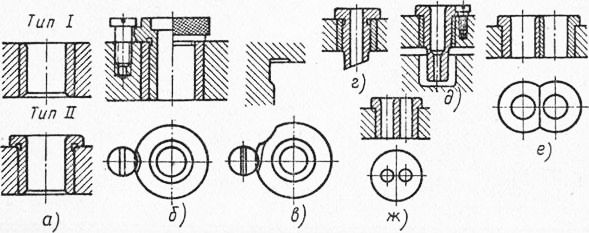
Обработку на гидрокопировальных станках производят с использованием копиров. Их применяют также при обработке на фрезерных, токарных, строгальных, шлифовальных и других станках. Копиры и ролики изготовляют из стали 20Х; их цементируют и закаливают до твердости 56—61 HRC,. Кондукторные втулки предназначены для ориентации и направления осевых инструментов (сверл, зенкеров, разверток и т. д.). Применяют постоянные, сменные, быстросменные и специальные неподвижные втулки. Постоянные втулки (без бурта — тип I; с буртом — тип II) используют в случае, когда время пользования приспособлением не превышает времени, в течение, которого может наступить износ втулки. В серийном и массовом производстве применяют сменные втулки. Быстросменные втулки применяют при последовательной обработке (сверлом, зенкером, разверткой) одного отверстия с одной установки заготовки. Специальные втулки позволяют обрабатывать отверстия в наклонной плоскости, углублении или близкорасположенные отверстия.
Рис. 12. Кондукторные втулки для обработки отверстий осевым инструментом
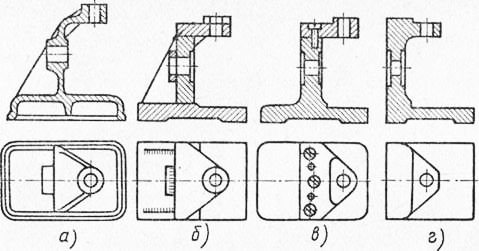
Рис. 13. Варианты конструкции корпуса кондуктора при различных способах его изготовления:
а — литьем, б — сваркой, в — сборкой, г — из стандартной литой заготовки
Корпусы приспособлений. Все элементы приспособления размещают и закрепляют на его корпусе. Поскольку корпус приспособления воспринимает все усилия, действующие на заготовку в процессе ее закрепления и обработки, он должен обладать достаточной прочностью, жесткостью и виброустойчивостью. Эти качества обеспечиваются выбором рациональной конструкции корпуса и в первую очередь введением ребер жесткости. Различные варианты конструкции корпуса кондуктора показаны на рис. 13. Литые корпусы и части сборных корпусов обычно отличают из чугуна марок СЧ 12 и СЧ 15. Реже применяют стальное литье. Для изготовления сварных корпусов используют листовую сталь. Реклама:Читать далее:Материалы для изготовления штамповСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|