|
|
Категория:
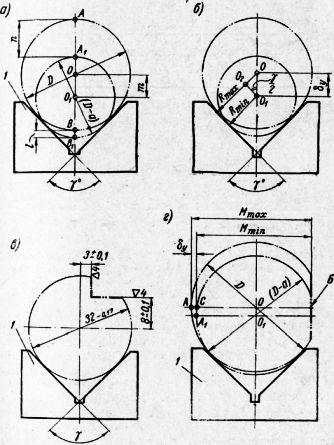
Приспособление для механической обработке Далее: Главная установочная база Любая схема установки может обеспечить одинаковое положение всех деталей партии только в том случае, если у них не будет погрешностей в размерах установочных баз и во взаимном их расположении. В действительности же погрешности всегда имеют место, и они влияют на положение детали в приспособлении. Практически каждая деталь из партии занимает свое положение в приспособлении, несколько отличающееся от положения других. Например, если на призму устанавливаются цилиндрические валики, то ось валика с наибольшим диаметром D будет находиться в точке О, а ось валика с наименьшим диаметром (D—а)—в точке Величина смещения оси валика (из-за погрешности его диаметра) в направлении плоскости симметрии призмы равна отрезку 00t. Легко видеть, что в направлении, перпендикулярном плоскости симметрии призмы, ось валика никогда не смещается. Кроме того, различные поверхности и точки детали при ее установке в приспособление смещаются на разные величины. Смещение детали при установке (и в первую очередь ее исходных баз) влияет на точность выдерживаемых на операции размеров. Поэтому в каждом случае необходимо определять смещение исходной базы при установке в направлении исходного размера.
Рис. 1. Погрешность установки валика на призму. Расстояние между возможными крайними положениями, которые может занимать исходная база у разных деталей партии при их установке в приспособление, измеренное в направлении исходного размера, будем называть погрешностью установки и обозначать. Смещение исходной базы при установке детали порождается погрешностями изготовления не только базы, но и установочного элемента, а также его износом. Пределы износа элементов должны оговариваться на чертеже приспособления. В дальнейшем при определении погрешности установки влиянием износа элементов будем пренебрегать, полагая, что он не выходит за пределы отклонений на изготовление. Определение величины погрешности установки бу сводится к решению чисто геометрических задач. Рассмотрим несколько примеров. Пример 2. На рис. 1, в показана схема установки валика на призму на операции фрезерования уступа. Определим величину погрешности установки в направлении выдерживаемых размеров (3±0,1 ц8±0,1). Здесь исходной базой является ось валика. Поэтому задача сводится к определению погрешности установки оси валика в направлении заданных размеров. Так как ось валика никогда не смещается с оси симметрии призмы, то погрешность установки оси валика в направлении размера 3±0,1 равна нулю. Определим погрешность установки исходной базы Б в направлении размера М. Так как база Б у всех деталей всегда остается совмещенной с плоскостью пластин, то смещения ее в направлении размера М не будет, и, следовательно, 6У=0.
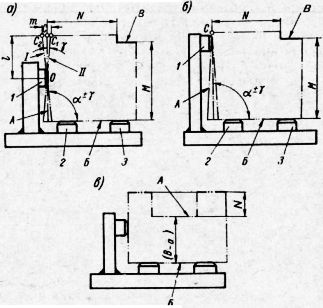
Рис. 2. Эскизы к определению погрешности установки. Различные точки базы А смещаются в направлении размера N на разную величину: точка О, контактирующая с пластиной, практически не имеет смещения, а точка С смещается на величину т. На точность размера N наибольшее влияние оказывает смещение точки С. Наибольшее смещение этой точки в направлении размера N равно отрезку СС2 = т. Для уменьшения смещения точки С в направлении размера N необходимо сокращать расстояние ОС—1, т.е. пластину надо располагать как можно ближе к точке С. Если пластину поставить непосредственно у точки С, то погрешность установки точки С базы А в направлении размера N практически будет равна нулю. Пример 5. В данном примере установочная база не совмещена с исходной. При принятом способе установки детали установочная база Б не имеет смещения в направлении исходного размера N. Поэтому смещение исходной базы А в направлении размера N вызывается только погрешностью, связанной с выбором баз, т. е. погрешностью размера В между исходной и установочной базами, выдерживаемого на одной из предшествующих операций. Наибольшее смещение равно допуску на размер В и будет составлять бу=а. В заключение отметим, что исходные базы могут смещаться в направлении исходных размеров не только при установке детали, но и при закреплении ее в приспособлении. Под действием усилия закрепления (Q) происходят деформации приспособления и детали в местах контакта с установочными элементами, что вызывает погрешность закрепления. При рассмотрении погрешности установки влияние усилия закрепления на смещение исходной базы не рассматривалось. Об этом будет сказано ниже. Реклама:Читать далее:Главная установочная базаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|