|
|
Категория:
Медницко-жестяницкие работы Далее: Построение разверток Правка листового материала Листовой материал, отобранный для изготовления деталей, имеющий неровности, коробления (хлопуны), волнистость по краям необходимо править. Правка применяется так же после вырезки заготовок из листового материала, после гибки, выколотки, разводки, посадки, закалки, отжига, сварки и пайки. При ручной правке используются деревянные и слесарные стальные молотки, гладильники и плита для правки. Материал толщиной от 0,3 до 0,8 мм правят деревянной гладилкой, сделанной из твердых пород дерева (дуб, береза). Рабочая часть гладилки должна быть тщательно зачищена наждачной бумагой во избежание порчи материала (появления задиров, рисок). Перед правкой покоробленные места (хлопуны) обводят карандашом или мелом, после чего лист помещают на плиту выпуклостью вверх и, придерживая его левой рукой, с нажимом разглаживают хлопун от середины к краям. Если хлопун переходит на обратную сторону листа, лист переворачивают выпуклостью вверх и снова разглаживают, повторяя эту операцию до полного выправления листа. Очень мягкие материалы правят на плите круглой болванкой, катая ее по материалу в местах, имеющих выпуклости. Материал толщиной от 0,8 до 3 мм и выше правят ударами деревянного или стального молотка. Сильно покоробленный материал рекомендуется править гла-дильником. Если лист покороблен в середине, его кладут на плиту выпуклостью вверх, и, прижимая левой рукой, правой наносят удары вокруг хлопуна. Удары должны наноситься всей плоскостью бойка, так как при ударе боковыми гранями молотка на листе появляются вмятины или пробоины. Нельзя ударять по хлопуну, материал при этом растягивается и выпуклость увеличивается. Первые удары наносят по краям листа вокруг хлопуна, постепенно вытягивая материал вокруг выпуклого места и выравнивая его. Удары должны быть частыми и равномерными, но не сильными. При неравномерных ударах происходит неравномерная растяжка материала, несколько ударов по одному и тому же месту вызывают появление новых хлопунов. У листа с волнистыми краями правку начинают от середины листа, нанося удары близко один от другого. Ударять по покоробленному месту нельзя, так как материал растягивается и волнистость увеличивается. При переходе к краям листа расстояние между местами ударов увеличивают. Если при правке края листа загнулись вверх, лист переворачивают и продолжают правку. Для проверки результатов правки берут лист в руки и покачивают его за края или же нажимают рукой на его середину; при этом хлопуны и волнистость краев сразу обнаруживаются. Если правка осуществлялась стальным молотком, то окончательную доводку листа проводят деревянным молотком на плите. При резке длинные полосы изгибаются по дуге вдоль кромки реза. Править их ударами молотка по выпуклому ребру нельзя, от этого на ребре появляются забоины и полоса искривляется. Такие полосы правят на плите ударами деревянного или стального молотка (гладильни-ка) в зависимости от толщины материала и степени коробления. Первые, более сильные удары, наносят вдоль вогнутой кромки пластины, постепенно ослабляя их силу по направлению к выпуклой кромке. Пластина выравнивается и несколько увеличивается в размерах за счет вытяжки материала. Правка профильного материала Правка уголков. В зависимости от того, в какой плоскости изогнут уголок, применяются различные способы его правки.
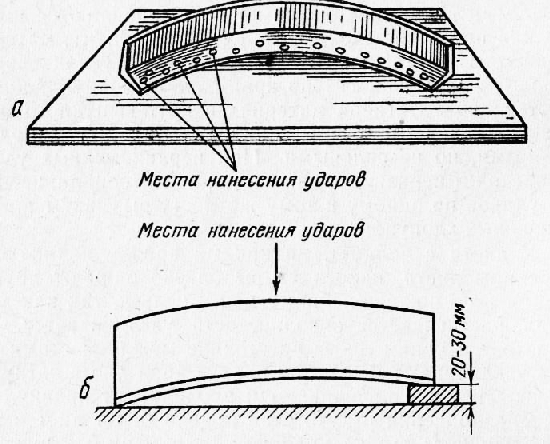
Рис. 1. Правка уголков:
а — щи вогнутой полке; б — при выгнутой стенке
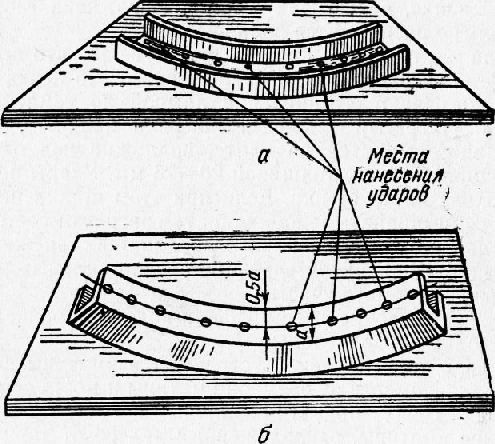
При изгибе уголка, как показано на рисунке За, правку осуществляют ударами стального молотка по сжатой полке уголка, первые, более частые удары, наносят по самой кромке. После нанесения нескольких ударов проверяют выровненность уголка. Если уголок изогнут, как изображено на рисунке 3 6, правку проводят после отжига уголка. Отожженный уголок выправляют деревянным или резиновым молотком на плите, подложив под один из его концов дощечку толщиной 20—30 мм. Появившиеся гофры на растянутой полке уголка необходимо посадить ударами деревянного молотка. При значительном прогибе уголков их правят с предварительным нагревом. У винтообразно скрученного уголка один конец зажимают в тиски, а другой плоскогубцами или ручными тисками разворачивают в обратную сторону на угол, несколько больший, чем тот, на который уголок был загнут. Уголок окончательно правят молотком на плите. Правку швеллера, у которого одна полка сжата, а другая растянута, проводят равномерными ударами стального молотка по сжатой стороне стенки швеллера (рис. 2). Если от ударов молотка швеллер начинает выпрямляться, то следующий ряд ударов наносят по сжатой (вогнутой) полке, примерно по ее середине (рис. 2). Нельзя ударять по кромке полки, так как в этом случае полка будет изгибаться.
Рис. 2. Правка швеллера:
а — правка стенки; б — правка полок
Растянув немного полку, снова ударяют по сжатой стороне стенки швеллера, периодически меняя места ударов, до полного выпрямления всего швеллера. В случае, когда швеллер покороблен неравномерно или имеет значительный прогиб, правят в тисках с предварительным подогревом покоробленного места паяльной лампой до температуры отжига. При нагреве следят за тем, чтобы пламя паяльной лампы равномерно прогревало все деформированное место. При достижении необходимой температуры металл становится пластичным и легко выправляется вручную. Окончательно швеллер правят в нагретом состоянии ударами молотка. Правка таврового профиля. Изогнутый тавровый профиль, у которого одна из полок растянута, а вторая сжата, правят равномерными ударами стального молотка по сжатой полке, растягивая ее до тех пор, пока тавровый профиль не распрямится полностью. Если же тавровый профиль изогнут так, что верхняя часть стенки растянута, а нижняя сжата, то перёд правкой подогревают его паяльной лампой до температуры отжига. Нагретый тавровый профиль правят ударами деревянного молотка на плите, подложив под один из его концов дощечку толщиной 20—25 мм. Удары наносят по верхней части стенки. Если при этом стенка немного погнется, выправить ее на квадрате в нагретом состоянии. Правка бульбоугольника выполняется так же, как правка тавра, с обязательным предварительным нагревом выпрямляемого участка. Правка зетообразного профиля подобна правке обычного уголка и швеллера. Правка труб. Правкой устраняются вмятины на трубах. В зависимости от размера вмятины и места ее расположения трубу правят различными способами. Так, глубокие вмятины, расположенные далеко от торца трубы, правят следующим образом: трубу в том месте, где имеется вмятина, отжигают (трубы из малоуглеродистой стали можно не отжигать). Затем в нее вкладывают шлифованный шарик, диаметр которого примерно равен внутреннему диаметру трубы (шарик должен входить в трубу от легкого нажатия пальцем), и присоединяют к концу трубы баллон со сжатым воздухом. Медленно открывая вентиль, подают сжатый воздух в трубу пока шарик не выйдет из другого конца трубы. Для ускорения работы участок трубы, имеющий вмятину, нагревают паяльной лампой, не превышая для труб из алюминиевых сплавов температуру отжига. Правку можно проводить протягиванием через трубу шариков. Сначала протягивают шарик малого диаметра, затем немного большего диаметра и т. д. и, наконец, шарик, диаметр которого равен внутреннему диаметру трубы. Вмятины небольшого размера правят с помощью нескольких шариков, вложенных в трубу. Вначале вкладывают калибровочный шарик, диаметр которого равен внутреннему диаметру трубы, а сверху помещают несколько шаров поменьше. Резко встряхивая трубу, продвигают калибровочный шарик ударами остальных шариков. Если вмятина расположена близко от торца трубы, то трубы из стали и сплава АМц правят на оправке ударами молотка. Реклама:Читать далее:Построение развертокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|