|
|
Категория:
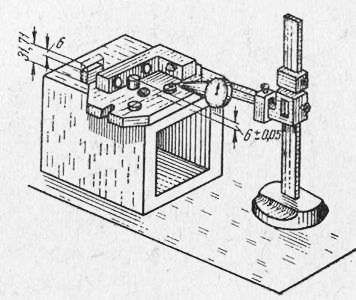
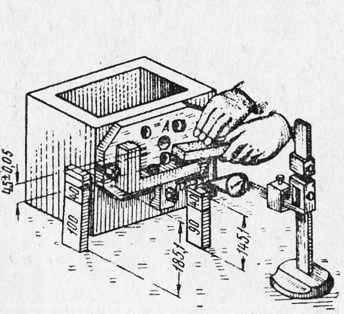
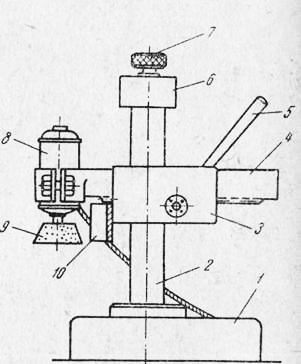
Слесарно-инструментальные работы Пригонка опорно-установочных размеров приспособления производится с взаимным согласованием всех рабочих поверхностей опор относительно трех плоскостей системы прямоугольных координат. Такое согласование достигается выполнением работы ка контрольной плите и кантующейся призме, руководствуясь известным «правилом 6 точек». Вначале осуществляют пригонку трех опор в плоскости параллельной основанию корпуса. При этом переходе обычно выдерживают положение всех рабочих поверхностей опор в одной плоскости, либо повышение или понижение одной из плоскостей опор относительно другой плоскости. Для выполнения этого корпус приспособления помещается основанием на плиту. Вес корпуса и незначительные усилия при пригонке дают возможность в большинстве случаев оставлять его незакрепленным. Если :же вес корпуса оказывается недостаточным, корпус закрепляют на кантующейся призме. Для закрепления корпуса по возможности следует пользоваться готовыми элементами крепления, имеющимися в конструкции корпуса. Обработка начинается с пригонки двух опор, лежащих в одной плоскости. Пригонка ведется шлифованием поверхности абразивным бруском до тех пор,, пока все ее точки не окажутся лежащими в одной плоскости. В этом можно убедиться, периодически проверяя положение различных точек индикатором на стойке. Индикатор, установленный на нулевое деление, не должен показывать какой-либо разницы в высоте опор или же эта разница не должна выходить за пределы заданного допуска на неплоскостность. После пригонки двух опор обрабатывают третью опору, имеющую превышение против первых двух опор на 6 мм. При этом на плоскость кантующейся призмы, где закреплено приспособление, помещают блок концевых мер, размер которого соответствует увеличенному на 6 мм расстоянию от обрабатываемой плоскости до плоскости, обработанной в первом переходе. Установив индикатор в нулевое положение по блоку концевых мер, пригоняют таким же способом Плоскость третьей опоры до нулевого положения стрелки индикатора, перемещаемого по этой опоре. Это означает, что расстояние между опорами точно равно 6 мм. Дальше переходят к обработке 4 и 5-й опор, расположенных в плоскости перпендикулярной основанию корпуса. Для этого призму кантуют так, чтобы рабочие поверхности опор оказались параллельными контрольной плите. Если положение опор не связано никакими другими условиями с элементами корпуса, кроме условия перпендикулярности основанию, процесс пригонки ведется так же, как и обработка первых опор. В случае, показанном на фигуре, кроме перпендикулярности основанию, плоскости опор должны находиться на расстоянии 45 + 0,05 мм от оси базового отверстия А диаметром 10 мм. Чтобы выполнить это условие, находят с помощью блока концевых мер положение опор относительно контрольной плиты, при котором они окажутся на расстоянии 45 мм от оси базового отверстия. Из фигуры ясно, что размер блока концевых мер, соответствующий такому положению опор, будет равен расстоянию от оси отверстия диаметром 10 мм до плоскости плиты, уменьшенному на 45 мм. Периодически сравнивая индикатором положение опор с высотой блока концевых мер, убеждаются в правильности размера 45 + 0,05 мм. Для пригонки шестой опоры кантующуюся призму вновь повертывают на угол 90° и тогда эта опора также окажется в плоскости параллельной контрольной плите, а обработка ее ничем не будет отличаться от пригонки предыдущих опор. Чтобы снизить высокую трудоемкость ручной обработки закаленных поверхностей, на контрольных плитах предпочитают обрабатывать только незакаленные поверхности, т. е. те поверхности, на которых располагаются опоры. Собственно же опоры шлифуют на параллельность и в размер на плоскошлифовальных станках и затем устанавливают их на заранее подготовленные таким образом не закаленные поверхности. Приведенный способ наиболее удобен для плоских опорных пластинок. Однако не везде конструкция и размеры приспособлений позволяют обрабатывать запрессованные опоры на шлифовальных станках. Это приспособление дает возможность механизировать пригонку опор. Оно состоит из массивного основания с установленными двумя цилиндрическими колонками. По этим колонкам вертикально могут перемещаться салазки с ползуном.
Рис. 1. Пригонка опор, па-, раллельных основанию.
Рис. 2. Пригонка опор перпендикулярных основанию.
Рис. 3. Приспособление для шлифования опор.
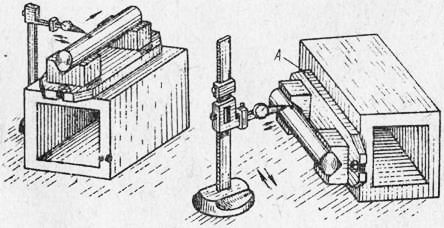
Рис. 4. Пригонка призматических опор.
Ползуну сообщается возвратно-поступательное движение рейкой и шестерней при помощи рукоятки. Траверса и маховичок позволяют вращать подъемный винт и, таким образом, устанавливать салазки на необходимую высоту, осуществляя подачу шлифовального круга. Электродвигатель приводит в движение шлифовальный круг, а щиток предохраняет сборщика от возможного разрыва круга и от абразивной пыли. Приспособление устанавливается на плите и в процессе шлифования остается неподвижным. Во избежание порчи контрольной плиты его перемещают только тогда, когда вся абразивная пыль тщательно удалена. Продольная подача шлифовального круга осуществляется ползуном, перемещение которого по отношению к колонкам может изменяться. Пригонка опор и здесь ведется по индикатору и дополнительно проверяется по контрольной линейке «на краску». Наиболее удобный и точный способ обработки V-образных призматических опор состоит в пригонке их по валику. Если позволяют конструкция и размеры приспособления, то плоскости опор обрабатываются с одной установки на плоскошлифовальном станке параллельно технологической базе А. После этого корпус закрепляется на кантующейся призме и по базе А устанавливается параллельно плоскости контрольной плиты. Затем, путем кантовки призмы в двух взаимноперпендикулярных направлениях, проверяют параллельность образующей валика плоскости плиты, пользуясь индикатором. При отклонениях стрелки индикатора плоскость призматической опоры пригоняют и вновь проверяют ее параллельность образующей валика в двух положениях. Пригонка ведется с одновременной оценкой правильности плоскостей призм «на краску» по контрольной линейке и валику. Призматические опоры считаются готовыми, если стрелка индикатора не уходит дальше нулевого положения при проходе измерительного штифта по верхней образующей валика, а вращение валика оставляет краску по всей длине четырех плоскостей призматических опор. Пригонка опор, расположенных наклонно, мало чем отличается от пригонки опор параллельных основанию. Реклама:Читать далее:Скрепление узлов и деталей с корпусомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|