|
|
Категория:
Токарное дело Одновременная работа несколькими предварительно установленными резцами обеспечивает высокую производительность и точность обработки.
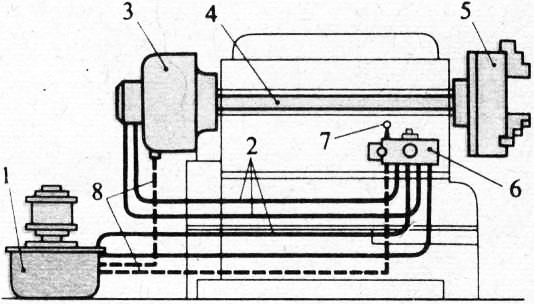
1. СХЕМА ГИДРАВЛИЧЕСКОГО ПРИВОДА ТОКАРНОГО ПАТРОНА:
1 — насосная станция, 2 — нагнетательный трубопровод. 3 — рабочий цилиндр. 4 — тяга. 5 — патрон. 6 — золотник управления. 7 — рукоятка. 8 – - обратный трубопровод
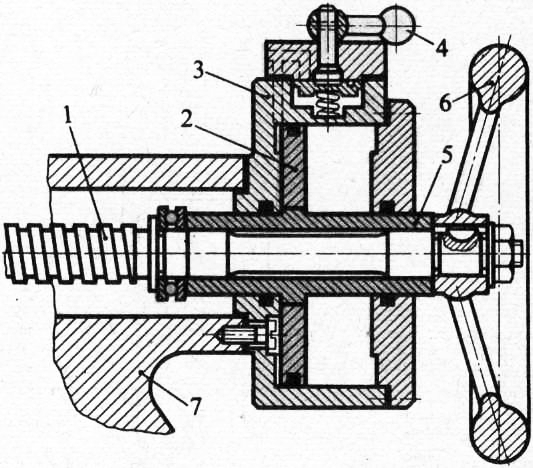
2. ПНЕВМОПРИВОД ПИНОЛИ ЗАДНЕЙ БАБКИ:
1 — винт пинали, 2 — поршень. 3 — корпус пневмопиноли. 4 — кран управления. 5 — шток, б — маховичок, 7 — задняя бабка
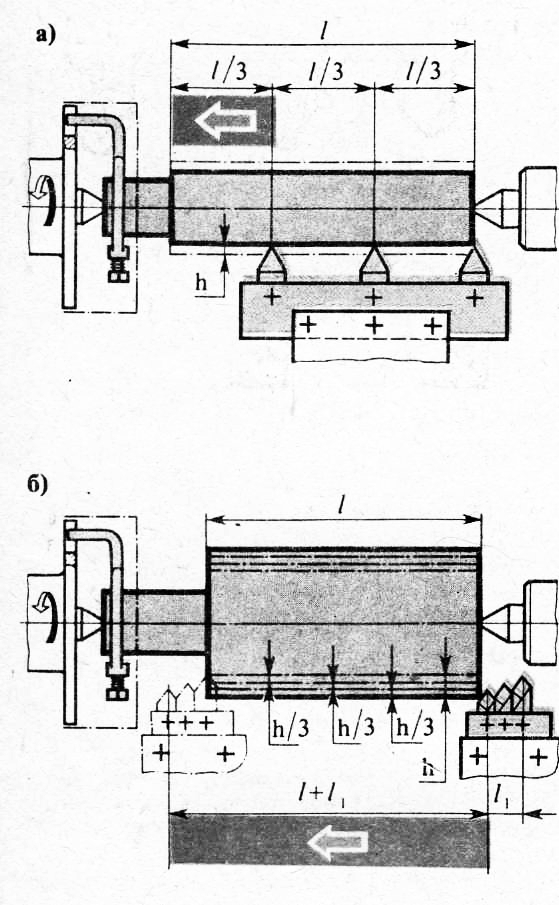
Ниже описаны основные способы токарной обработки с многорезцовой наладкой резцедержателей. Расчленение припуска по длине. Одну поверхность обрабатывают двумя-тремя резцами, каждый из которых протачивает только часть этой поверхности по длине. Предварительно резцы врезаются на заданную глубину при ручной поперечной подаче. Резцы закрепляют в резцедержателе непосредственно или при помощи дополнительных державок. Расчленение припуска по глубине. Два или три резца устанавливают с различным вылетом: каждый резец срезает часть общего припуска на полную длину детали, после прохода всех резцов припуск будет снят на полную глубину. Общая мощность, расходуемая на процесс резания, складывается из мощностей, затрачиваемых на работу каждого резца, но нагрузка на каждый резец в отдельности небольшая, что позволяет работать резцами малых сечений.
3. ОБРАБОТКА ГЛАДКОГО ВАЛИКА ПРИ МНОГОРЕЗЦОВОЙ НАЛАДКЕ РЕЗЦЕДЕРЖАТЕЛЯ:
а — расчленение припуска по длине, б — расчленение припуска по глубине
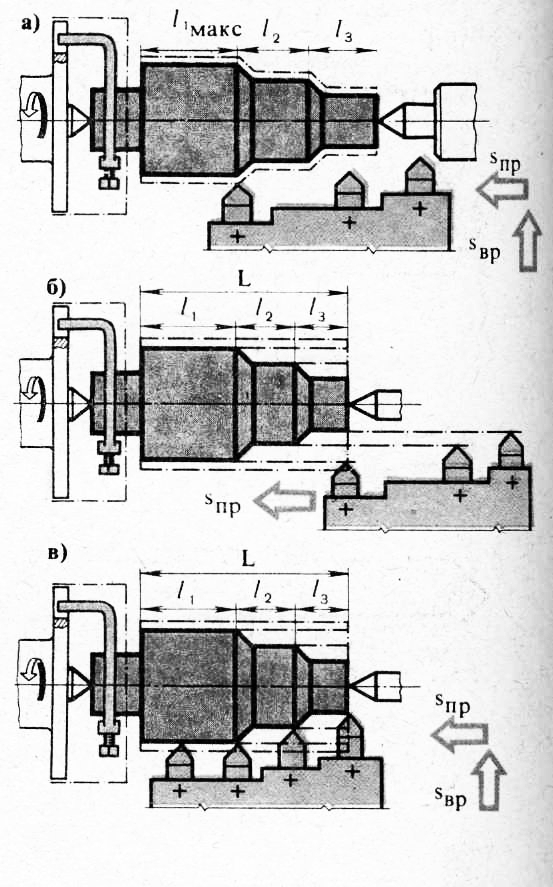
Многорезцовая обработка заготовок ступенчатых деталей. Каждый резец выставляется на определенный диаметр и производит обтачивание одной ступени. Путь подачи равен длине самого длинного участка I макс. Резцы выставляются по эталонной детали. После изготовления двух-трех пробных деталей наладку корректируют по данным замеров ступеней. Припуск между резцами расчленяют по глубине или по длине и глубине.
4. ОБРАБОТКА СТУПЕНЧАТОГО ВАЛИКА ПРИ МНОГОРЕЗЦОВОЙ НАЛАДКЕ РЕЗЦЕДЕРЖАТЕЛЯ:
а —- штампованная заготовка, припуск на всех ступенях одинаков, б — заготовка из проката, припуск расчленяется по глубине, в — заготовка из проката, припуск расчленяется по длине и глубине
5. МНОГОРЕЗЦОВЫЕ НАЛАДКИ «ВО ФРОНТ»:
а — подрезание и обтачивание, б — растачивание и подрезание торца; резцы. 1, 2 —работающие при продольной подаче, 2,3 — работающие при поперечной подаче,4 — расточный. 5 — проходной упорный Можно осуществить многорезцовую наладку станка без изготовления специальной оснастки, используя для этого обычный резцедержатель. Наладка односторонней установкой резцов «во фронт». Наладка позволяет резцами обтачивать ступени вала (подача слева направо), резцом 2 прорезать канавку, а резцом подрезать торец и снять фаску. Реклама:Читать далее:Применение заднего (дополнительного) резцедержателяСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|