 Примеры шабрения деталей
Примеры шабрения деталей
Категория:
Шабрение, притирка и др.
Примеры шабрения деталей
Шабрение деталей с широкими и узкими поверхностями производится так, как это указано в приведенных ниже примерах.
Шабрение поверхности чугунной плитки.
Данную работу надо выполнять следующим образом:
1) опилить плоскость плитки под шабрение и снять по ее краям узкие фаски;
2) покрыть проверочную плиту тонким слоем краски;
3) наложить плитку плоскостью, подлежащей шабрению, на окрашенную поверхность проверочной плиты и переместить плитку двумя-тремя круговыми движениями по всей плите;
4) снять плитку с плиты и зажать ее в тисках плоскостью, подлежащей шабрению, вверх;
5) прошабрить места, покрытые краской, сначала при длине хода шабера 15 мм. затем постепенно уменьшая эту длину до 5 мм; работать шабером попеременно в разных направлениях;
6) чередовать шабрение с проверкой на краску и с контролем прямолинейности линейкой и щупом;
7) продолжать шабрение до тех пор, пока пятна краски на обрабатываемой поверхности не станут мелкими, блестящими и не будут располагаться равномерно;
8) закончить шабрение, когда число пятен на обрабатываемой поверхности плитки достигнет 12—15 на площади 25 X 25 мм2;
9) окончательно проверить качество шабрения по проверочной рамке.
Шабрение чугунной проверочной плиты. Проверочные плиты шабрятся комплектами по три штуки с взаимной поигонкой— только при такой обработке их рабочая поверхность получается правильной.
Проверочные плиты следует обрабатывать шабером в следующем порядке (рис. 278):
1) опилить поочередно плоскости трех плит с проверкой на краску и с последующим контролем линейкой и щупом;
2) пришабрить с точностью до 0,02 мм все три плиты, подгоняя и проверяя их прямолинейность по проверочной плите, линейке и щупу;
3) пронумеровать плиты порядковыми номерами 1, 2, 3;
4) пришабрить поочередно вторую и третью плиты по первой (рис. 1,а);
5) пришабрить вторую и третью плиты одну по другой (рис. 1, б);
6) пришабрить первую и третью плиты по второй (рис. 1, в);
7) пришабрить первую и третью плиты одну по другой (рис. 1, г);
8) пришабрить первую и вторую плиты по третьей (рис. 1, д);
9) пришабрить первую и вторую плиты одну по другой (рис. 1, е);
10) закончить шабрение каждой плиты, когда на обрабатываемой поверхности будет получено 12—15 пятен на площади 25X25 мм2.
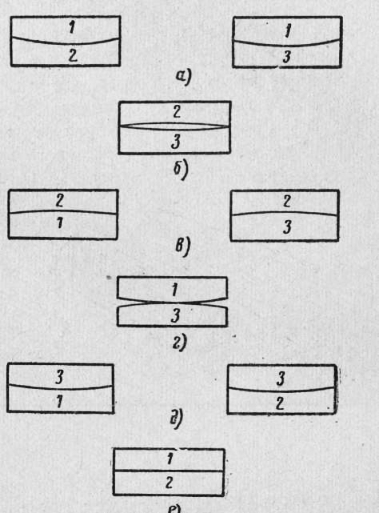
Рис. 1. Шабрение поверхности плиты по трем плитам
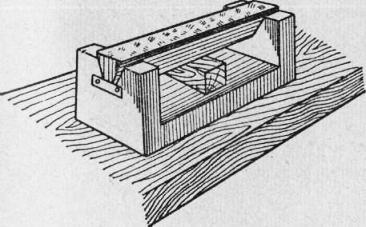
Рис. 2. Установка трехгранной линейки для шабрения
Шабрение трехгранной линейки (рис. 3). Эту работу следует производить в такой последовательности:
1) установить линейку на деревянной подставке одной из граней вверх;
2) проверить износ этой грани;
3) опилить неровности по краске;
4) произвести грубое шабрение до появления 4—6 пятен на площади 25 X 25 мм2\
5) перевернуть линейку второй гранью вверх;
6) обработать эту грань так же, как первую при опиливании и шабрении, проверяя ее прямолинейность по проверочной плите, а правильность угла линейки между первой и второй гранями — по угловому шаблону 60°;
7) перевернуть линейку третьей гранью вверх;
8) обработать эту грань, как первую и вторую, и так же проверить при опиливании и шабрении прямолинейность и угол;
9) закончив предварительное шабрение, приступить к чистовому шабрению;
10) пришабрить поверхность первой грани с проверкой по линейке и проверочной плите, добившись получения 25—30 пятен на площади 25 X 25 мм2;
11) пришабрить поверхность второй грани с проверкой по линейке, проверочной плите и угловому шаблону 60°, прикладываемому к первой грани, добившись получения правильного угла и 25—30 пятен на площади 25 X 25 мм2;
12) пришабрить поверхность третьей грани с проверкой по линейке, проверочной плите и угловому шаблону 60°, прикладываемому ко второй и первой граням, добившись получения правильных углов и 25—30 пятен на площади 25X25 мм2.
Шабрение призмы с внутренним углом. Данная работа производится в такой последовательности:
1) зажимают призму в тисках угловой впадиной вверх;
2) проверяют износ сторон призмы наложением проверочной линейки и шаблона (по зазору);
3) вкладывают во впадину призмы трехгранную проверочную линеику и, перемещая ее вперед и назад, наносят на стороны призмы краску;
4) опиливают неровности одной стороны призмы с проверкой прямолинейности плоской линейкой и проверкой по краске трехгранной проверочной линейкой;
5) опиливают неровности второй стороны призмы с проверкой по линейкам и угловому шаблону;
6) начисто пришабривают первую сторону призмы, чередуя шабрение с проверкой на краску поверхности при помощи трехгранной линейки; шабрение заканчивают при наличии 18—20 пятен на площади 25 X 25 мм2;
7) пришабривают начисто вторую сторону призмы, чередуя шабрение с проверкой на краску поверхности и проверкой правильности угла по шаблону; шабрение заканчивают, добившись получения правильной поверхности, точного внутреннего угла и 18—20 пятен на площади 25 X 25 мм2.
Шабрение вкладышей подшипников. Из криволинейных поверхностей слесарю приходится часто шабрить вкладыши подшипников. Обработка шабером криволинейных поверхностей несколько отличается от шабрения плоскостей.
Различают два вида вкладышей подшипников: половинчатые— из двух половинок и цельные с продольными разрезами.
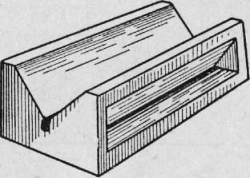
Рис. 3. Призма с внутренним углом
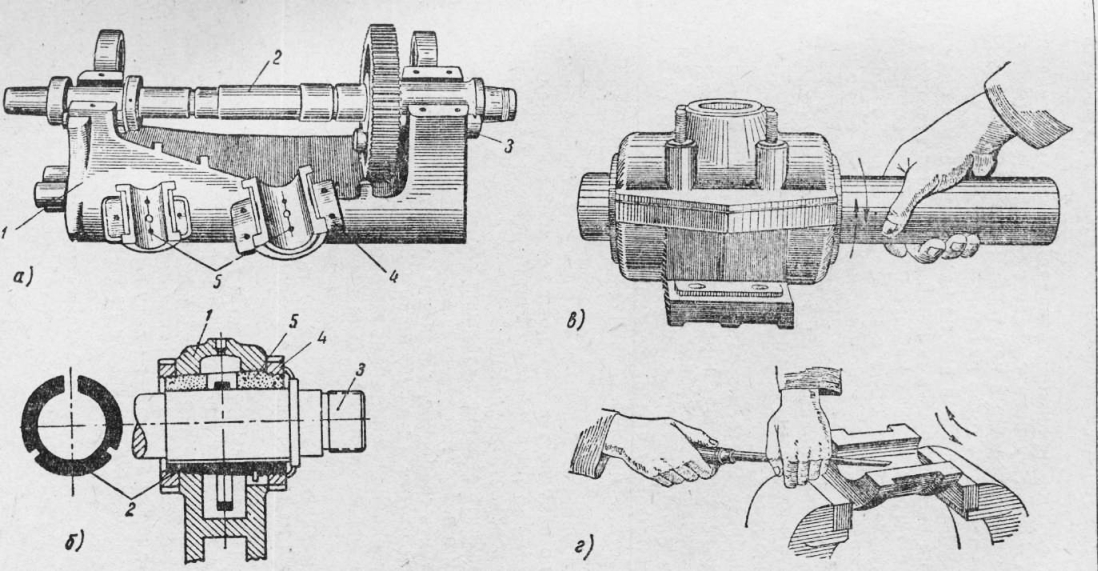
Рис. 4. Подшипники
Шабрение вкладышей подшипников можно производить и на месте и на верстаке.
Пусть требуется пришабрить вкладыши подшипника передней бабки станка. Эту работу следует выполнять так:
1) покрыть проверочный вал тонким слоем краски, следя за тем, чтобы на валу не было никаких крупинок;
2) уложить окрашенный вал на нижний вкладыш подшипника, сверху на него положить верхний вкладыш и крышку и равномерно (не туго) затянуть подшипник гайками поочередно с угла так, чтобы можно было с некоторым усилием повернуть вал рукой; повернуть вал в подшипнике вправо и влево на два-три оборота;
3) снять крышку подшипника, вынуть вал, снять вкладыши;
4) зажать нижний передний вкладыш в тисках окрашенной поверхностью вверх;
5) прошабрить места, покрытые краской, перемещая шабер по окружности вкладыша вправо и влево, как показано на рис. 281, г; начинать шабрение сильным нажимом и по мере уменьшения пятен краски ослаблять нажим; следы от шабера должны иметь форму четырехугольника;
6) обработать нижний задний подшипник, как указано в п. 4—5;
7) при обработке вкладышей чередовать шабрение с окрашиванием по валу до тех пор, пока поверхность вкладышей не будет равномерно покрываться пятнами краски на площади не менее 3Д поверхности вкладыша;
8) прошабрить верхние вкладыши соответственно указаниям, изложенным в п. 1—7;
9) закончить шабрение, когда число пятен на поверхности вкладыша достигнет 12 на площади 25 X 25 мм2;
10) по окончании шабрения вытереть вкладыши тряпкой, смоченной в керосине, и тщательно прочистить в них смазочные канавки.
Более высокую производительность труда и более высокое качество работы может дать освоение метода шабрения «на себя».
Как указывалось выше, обычно в процессе шабрения шабер при рабочем ходе перемещается по обрабатываемому изделию в направлении от рабочего вперед, к концу шабруемой поверхности, т. е. «от себя». Метод шабрения «на себя» предусматривает перемещение шабера в рабочем ходу в обратном направлении -— от конца шабруемой поверхности на шабровщика.
При шабрении «на себя»:
1) шабер применяется несколько измененной конструкции при сохранении геометрии заточки той же, что и при шабрении «от себя», общая длина шабера увеличивается до 450 мм; деревянная рукоятка шабера, заметно расширяясь к верхней своей части, заканчивается округленным концом;
2) шабер устанавливается лезвием к обрабатываемой поверхности под углом 75—80° (а не 30—40°, как при обычном шабрении «от себя»);
3) шабер берут за стержень правой и левой руками в обхват; верхняя часть ручки шабера упирается в плечо несколько выше ключицы работающего; таким образом, в работе, кроме рук шабровщика, должно участвовать и его плечо;
4) переходы и расположения штрихов остаются одинаковыми в обоих методах.
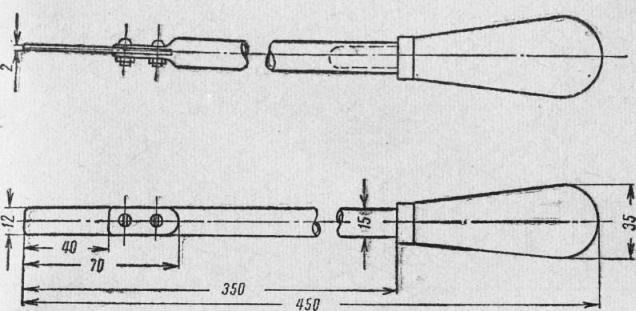
Рис. 4. Шабер для шабрения «на себя»
Увеличенной длины шабер в работе пружинит, благодаря чему лезвие его плавно врезается в тело обрабатываемого изделия и так же плавно выходит из зоны резания, не оставляя рифлений и рванин, причем глубина резания может быть доведена До 0,005 мм.
Методом шабрения «на себя» можно с успехом шабрить подшипник плоским шабером.
Для уменьшения припусков грубую (черновую) шабровку производят по обычному методу «от себя», применяя большую глубину и длину резания.
Реклама:
Читать далее:
Механизированное шабрение
Статьи по теме: