|
|
Категория:
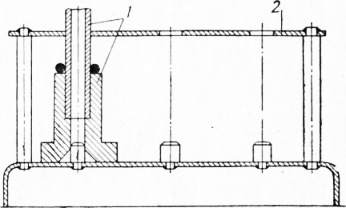
Сварные соединения Технологическая оснастка для узлов, изготовляемых с помощью пайки, имеет целый ряд особенностей, которые необходимо учитывать при ее создании, особенно оснастки, используемой при пайке в печах. Обычно детали, собираемые под пайку, самофиксируются без использования приспособления. Это достигается как за счет конструкции деталей, так и путем их механического скрепления проволокой, штифтами, точечной сваркой, запрессовкой по накатке и т. п. Если непосредственная фиксация и скрепление деталей не удается, то используются специальные приспособления, обычно предназначенные для поддержания или сжатия соединяемых поверхностей. Поддерживающие приспособления применяются при пайке деталей, взаимное расположение которых обеспечивается наличием заранее предусмотренных в их конструкции посадочных мест. Одно из таких приспособлений приведено на рис. 2.
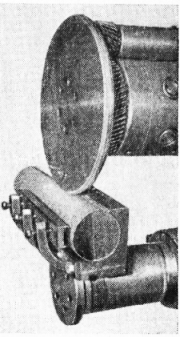
Рис. 1. Приспособление для роликовой сварки продольных швов на обечайких малого диаметра
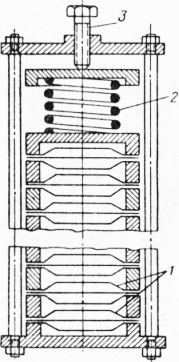
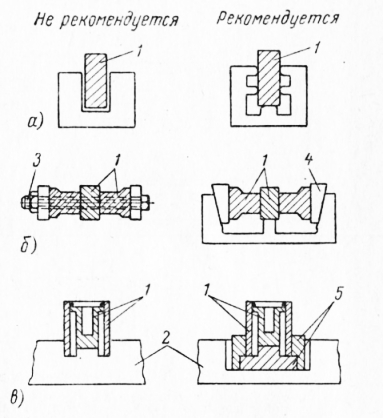
Сжимающие приспособления не только поддерживают собранные под пайку детали, но и поджимают их друг к другу с определенным усилием. Конструкция таких приспособлений определяется формой и свойствами материалов паяемого изделия, а также методом пайки. В зависимости от температуры пайки и требований, предъявляемых к паяным изделиям, применяют различные способы прижима деталей: с помощью пружин, резьбовых элементов, клиньев, пневматический или вакуумный, с использованием разности коэффициентов линейного расширения материала отдельных элементов приспособления. Сжимающее приспособление с пружинным прижимом показано на рис. 3. Работоспособность такого приспособления зависит в основном от температуры пайки и свойств материала пружины при этой температуре. На рис. 4 показана схема термоприжимного приспособления, где усилие прижима создается за счет разности коэффициентов линейного расширения отдельных элементов приспособления, изготовленных из разнородных материалов. При пайке с местным нагревом элементы конструкции приспособления по возможности необходимо выводить из зоны нагрева, чтобы устранить тепловые потери на нагрев приспособления и исключить его коробление. В условиях пайки с общим нагревом приспособления должны выдерживать достаточно большое число повторяющихся термических циклов. Это предъявляет определенные требования к их конструкции и к материалам, из которых они изготовляются. Кроме поддержания неподвижности деталей в процессе пайки, конструкция приспособления должна обеспечивать легкое извлечение паяных узлов и не допускать их коробления. Во избежание заедания паяных деталей в приспособлении необходимо стремиться сводить к минимуму поверхность контакта деталей паяемого узла с приспособлением. При пайке с общим нагревом не рекомендуется резьбовое крепление деталей; его следует заменять клиньями, распорками, грузами и т. п.
Рис. 2. Фиксирующее приспособление при пайке деталей с общим нагревом:
1 — паяемые детали, 2 — приспособление
При пайке в циркулирующей защитной атмосфере приспособления должны предотвращать образование воздушных мешков. При конструировании приспособления следует учитывать возможности его коробления. Степень коробления зависит от выбранного материала приспособления, от его конструкции, от характера нагрева и от температуры пайки. Так, например, не следует использовать в качестве центрирующей базы отверстия в сравнительно толстой плите, которая при нагреве сама может сильно деформироваться. Более рациональным решением будет, если в эти отверстия вставлять свободно входящие сменные вкладыши с внутренним центрирующим отверстием, которое возможно использовать как базу. При групповой пайке многопозиционные приспособления более удобны в работе, чем индивидуальные. Однако это ограничивается размерами печи и весом самого приспособления в сборке.
Рис. 3. Приспособление с пружинным прижимом для пайки легкоплавкими припоями:
1 — паяемые детали, 2 — пружина. 3 — нажимной винт
Рис. 4. Приспособление с термоприжимом:
1 — паяемые детали, 2 — алюминиевый цилиндр. 3 — стальной стакан, 4 — пробка
К материалам приспособлений для пайки с общим нагревом предъявляется целый ряд специфических требований: Исходя из этих условий для приспособлений под пайку используются различные материалы: конструкционные и нержавеющие стали, жаропрочные сплавы, тугоплавкие металлы. Кроме металлов и сплавов, в ряде случаев применяются керамические материалы, являющиеся весьма устойчивыми при температурах пайки к действию любых атмосфер. Кроме того, керамические материалы не окисляются, хорошо противостоят истиранию и не коробятся при высоких температурах нагрева. Недостатками таких материалов являются трудность механической обработки их и склонность к растрескиванию при повторных термических на-гружениях. Поэтому они чаще всего применяются в приспособлениях в виде простейших деталей — цилиндров, грузов, подставок и т. п.
Рис. 5. Схемы приспособлений для пайки с общим нагревом:
1 — паяемые детали, 2 — плита, 3 — винт, 4 — клин, 5 — вкладыш
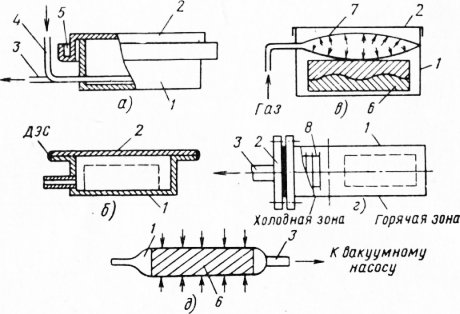
Приспособления для пайки необходимо часто контролировать. Конструкция таких приспособлений должна допускать ремонт и восстановление необходимых размеров и замену отдельных деталей. При пайке в “печах часто используются специальные контейнеры, в которые помещаются паяемые изделия. Контейнеры для этих целей могут быть: Жесткие контейнеры могут уплотняться засыпкой или завариваться герметичным швом. Требования к жесткости конструкции контейнера определяются условиями эксплуатации. Так, если пайка производится в вакууме, то контейнер должен быть рассчитан на необходимое при этом внешнее давление при заданной температуре нагрева. В конструкции контейнеров часто предусматриваются специальные элементы для прижима паяемых деталей. С этой целью в жестких контейнерах иногда используются пневматические подушки в виде сварного конверта из малоуглеродистой или нержавеющей стали с толщиной листа 0,6 — 1,0 мм. Для создания усилия прижима в нее подается воздух или азот под необходимым избыточным давлением.
Рис. 6. Схемы контейнеров для пайки:
а — контейнер с герметизацией засыпкой, б — контейнер герметизируемый с помощью сварки, в — жесткий контейнер с пневматической подушкой, г — жесткий контейнер с резиновым уплотнением крышки (в печь загружается лишь горячая зона контейнера), д — мягкий контейнер, 1 — контейнер, 2 — крышка контейнера, 3, 4 — трубопроводы, 5 — уплотнительная засыпка, 6 — детали, 7 — пневматическая подушка, 8 — тепловой экран
При пайке в вакууме прижим может осуществляться за счет самого контейнера. Для этого применяются мягкие тонколистовые контейнеры (толщина листа 0,6 — 1,0 мм). При создании вакуума внутри контейнера детали прижимаются за счет разности внутреннего и внешнего давлений. При пайке деталей сложной формы контейнер изготовляется по форме деталей. С целью повышения усилия прижима иногда используется комбинированный способ создания давления. При этом мягкий контейнер, содержащий изделие, с внутренним вакуумом помещается в другой жесткий контейнер, внутри которого создается избыточное давление. Для контейнеров используются различные стали: малоуглеродистые, нержавеющие и жаропрочные. При разработке оснастки для пайки, с целью повышения экономического эффекта от ее использования, необходимо стремиться к возможности ее многократного применения. Реклама:Читать далее:Общие понятия о способах повышения технических свойств древесиныСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|