|
|
Категория:
Сварные соединения Это наиболее распространенный элемент сборочно-сварочной оснастки. Прижимы предназначаются для закрепления в фиксированном положении деталей при сборке и прихватке и для удержания узла от смещения в процессе сварки или пайки. По конструктивному исполнению различают постоянные, поворотные и откидные зажимы. Последние два типа используются, когда съем прихваченного или сваренного изделия с приспособления затруднен. Конструктивное исполнение прижимов очень многообразно, однако по способу получения усилия зажатия все их можно разбить на группы: механические, пневматические, гидравлические и магнитные. Механические прижимы. К ним относятся клиновые, винтовые, рычажные и др. Клиновые прижимы являются наиболее простыми в изготовлении и позволяют создавать большие усилия зажатия. По производительности этот тип зажимов относится к медленнодействующим. Клиновые зажимы, не связанные с другими звеньями (пневматическими, рычажными, винтовыми и др.), должны изготовляться самотормозящими, т. е. с углом скоса клина меньше угла трения между клином и деталью. Чисто клиновые прижимы в авиационной промышленности используются очень редко. Более широкое применение находят комбинированные клиновые устройства.
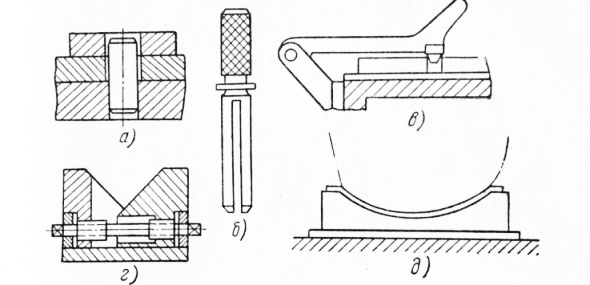
Рис. 1. Установочные пальцы и призмы:
а — постоянно запрессованный палец, б — вставной палец, в — откидной палец, г — раздвижная призма, б — ложемент.
Клиновые механизмы в сочетании с пневматикой широко применяются в приспособлениях в виде одностороннего призматического клина, многогранной усеченной пирамиды или конуса. Клиновые механизмы просты в изготовлении, надежны в работе и имеют небольшие размеры.
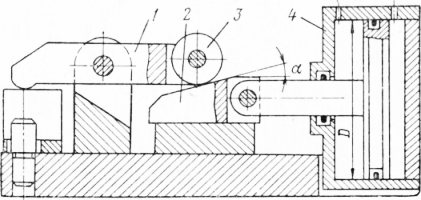
Рис. 2. Схема комбинированного пневморычажноп> прижима с плоским односкосным клином:
1 — рычаг, 2 — клин, 3 — ролик, 4 — пневмоцилиндр
Сила зажатия, создаваемая клиновым механизмом, возрастает по мере уменьшения угла наклона клина а, но при этом значительно увеличивается перемещение клина, необходимое для зажатия детали. Кроме того, увеличиваются потери на трение и уменьшается к. п. д. передачи. Для уменьшения потерь на трение следует устанавливать роликовую опору для клина и ролик на конце передающего плунжера или рычага.
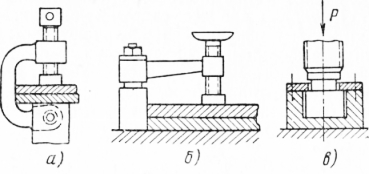
Рис. 3. Схемы винтовых прижимов:
а — откидной, б — поворотный, в — конструкция башмака с плоской опорой
Винтовые прижимы являются наиболее распространенным типом механических прижимов. Конструктивно такие прижимы состоят из корпуса, винта и гайки. Чаще при зажатии вращается винт, реже гайка. Для предохранения от повреждения поверхности зажимаемой детали и увеличения площади соприкосновения концы винтов снабжаются специальными башмачками. Винтовые прижимы являются силовыми звеньями приспособления, а поэтому должны обладать достаточной прочностью и жесткостью. В связи с этим при конструировании основные элементы прижима рассчитываются. Винты в прижимных устройствах изготовляются с треугольной, прямоугольной и трапецеидальной резьбой и при работе испытывают напряжения сжатия или растяжения и кручения. Соответствующим образом рассчитывается гайка. Корпус прижима проверяется на изгиб и, если нужно, на сжатие или растяжение. Рычажные прижимы очень разнообразны по конструкции и являются весьма быстродействующими. Рычажные прижимы обычно широко применяются в специальных приспособлениях. В конструкции такого прижима почти всегда необходимо иметь регулируемое звено, позволяющее при данной рычажной системе закреплять детали различных толщин или компенсировать отклонения в толщинах сопрягаемых элементов. На рис. 4, а показан один из распространенных видов рычажных прижимов. Рычаг крепится с помощью пальца в стойке, а пальца — в стойке. В средней части рычага имеется упорный винт, являющийся регулируемым звеном прижима. Очень часто рычажные механизмы используются в качестве усилителей приводов. Поэтому распространены комбинированные ры-чажно-винтовые, пневмо-рычажные и другие прижимы, повышающие усилия зажима на закрепляемом звене при прижиме элементов конструкций больших сечений и сложной конфигурации. Эксцентриковые прижимы чаще применяются в оснастке в серийном производстве. Основное их достоинство — быстрота действия. В сборочно-сварочных приспособлениях применяются только круглые эксцентрики, устанавливаемые в горизонтальной или вертикальной плоскости (рис. 80, а). В силовом отношении действие круглого эксцентрика аналогично клиновому зажиму.
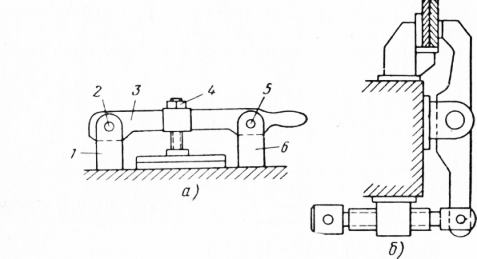
Рис. 4. Схемы рычажных прижимов:
а — рычажный прижим с регулируемым звеном, б — комбинированный рычажно-винтовой прижим
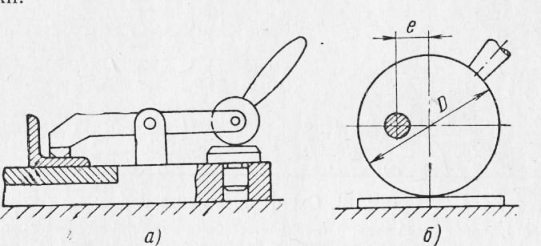
Рис. 5. Схема эксцентрикового прижима
Пневматические и гидравлические прижимы. В сборочно-сварочной оснастке этот тип прижимов используется очень широко. Основные достоинства таких устройств заключаются в быстроте действия и возможности дистанционного управления, когда одновременно требуется провести зажатие в нескольких точках детали. Особенно часто они используются для закрепления крупногабаритных деталей или свариваемых кромок большой протяженности. Пневматические и гидравлические прижимы изготовляются специализированными (при крупносерийном производстве) и универсальными со сменными рабочими элементами (в мелкосерийном производстве). Конструкция пневмоприжимов зависит от типа приспособления, характера зажатия детали, способа подачи воздуха и т. п. Например, в неподвижных приспособлениях воздух подводится к прижимам непосредственно от распределительного крана, а в поворотных — через цапфу поворотного приспособления. Если поворот приспособления производится вместе с пневмоцилиндром, то воз-Дух подается с помощью гибкого шланга или через специальную пневмораспределительную муфту. Пневматические прижимные устройства для сборочно-сварочной оснастки обычно состоят из силового пневматического привода, механизма передачи зажимающего действия от привода к изделию и аппаратуры управления. В качестве силового привода в современных пневматических прижимных устройствах наиболее часто используются поршневые цилиндры и диафрагменные пневмокамеры. Поршневые цилиндры применяются (рис. 6) двухстороннего действия, в которых перемещение поршня в обе стороны в цилиндре осуществляется за счет подачи сжатого воздуха, и одностороннего, в которых движение поршня в одну сторону (рабочее) осуществляется за счет подачи сжатого воздуха, а возвращение обратно — за счет пружины или собственного веса рабочих элементов прижима. Расчет пневмоприжима сводится в первую очередь к определению диаметра поршня с целью создания определенного усилия.
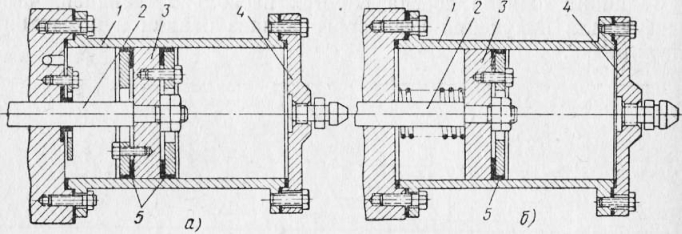
Рис. 6. Схемы пневмоцилиндров:
а — двухстороннего действия, б — одностороннего действия, 1 — корпус цилиндра, 2 — шток, 3 — поршень, 4 — крышка, 5 — уплотнение
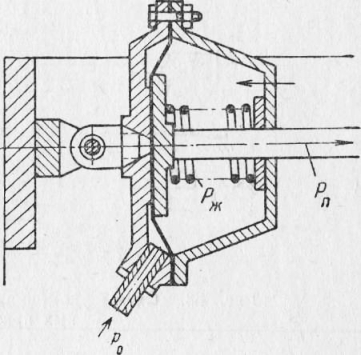
При установке пневмодилиндров особое внимание необходимо уделять состоянию уплотнений. На рис. 6 представлена схема прижимного устройства с диа-фрагменным приводом. Диафрагменные силовые приводы представляют собой замкнутую камеру, разделенную на две полости эластичной диафрагмой из плотной резины на тканевой основе. Диафрагма опирается на диск, скрепленный со штоком, связанным в свою очередь с механизмом зажатия. Сжатый воздух, поступая в рабочую часть камеры, воздействует на диафрагму, деформирует ее и перемещает диск и шток. Такие приводы имеют ряд положительных качеств по сравнению с цилиндрическими. В них исключается утечка воздуха из рабочей части камеры; изготовление камеры проще и дешевле, так как отсутствуют сальниковые уплотнения; камеры имеют меньший вес и габариты, долговечны и несложны для ремонта, менее прихотливы в работе. Основным недостатком таких приводов является небольшой ход штока (40 — 50 мм).
Рис. 7. Схема прижимного устройства с диафрагменным приводом
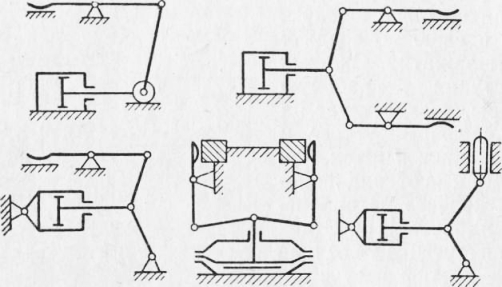
Наиболее часто используются пневморычажные и пневмоклиновые зажимные устройства. Примерные схемы таких устройств приведены на рис. 8. Кроме указанных устройств со своим силовым приводом в виде цилиндров и камер, в приспособлениях используются также пневмо-прижимные устройства с гибким шлангом.
Рис. 8. Схемы комбинированных пневморычаж-ных прижимов
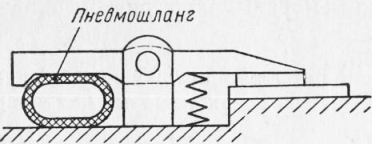
Рис. 9. Схема пневмошлангового прижимного устройства
Воздух из сети подается в эластичный шланг, который, распрямляясь, приводит в движение рабочие элементы прижимного устройства и создает усилие зажатия. Такие устройства позволяют существенно уменьшить габариты приспособления и применяются в местах, где размещение пневмоцилиндров и пневмокамер невозможно или нерационально. Примером такого устройства являются широко распространенные приспособления с пневмоприжимами клавишного типа для сварки тонких материалов, поджатия сварочной подкладки в приспособлениях для сварки плавлением и т. п. В некоторых случаях создание усилия прижима достигается с помощью вакуума за счет разности давлений во внутренней и наружной полости пневматического устройства. Близкими по принципу действия к пневматическим прижимам являются прижимные устройства с гидравлическим приводом. Они применяются в тех случаях, когда требуется создавать большие усилил зажатия и применение пневмоцилиндров нерационально, так как их диаметры доходили бы до 300 мм и более. Гидравлические приводы могут работать при значительно большем входном давлении рабочей среды, а следовательно, при меньшем диаметре поршня могут создавать весьма значительные усилия. По сравнению с пневматическими устройствами они являются более медленнодействующими. Рабочей средой обычно является масло. В авиационной промышленности этот тип зажимных устройств применяется сравнительно редко и в основном для зажатия массивных деталей. Магнитные прижимы. Кроме отмеченных выше прижимных устройств, в сборочно-сварочной оснастке для изделий из ферромагнитных материалов используются магнитные прижимы. Они весьма компактны и удобны в работе. Особенно хорошо они применимы при сборке и сварке листовых деталей большой протяженности. Однако в производстве летательных аппаратов такие прижимы используются редко в связи со сложностью конструктивных форм изготовляемых узлов и применением большого количества немагнитных материалов. Реклама:Читать далее:Стягивающие и распорные устройстваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|