|
|
Категория:
Сварные соединения Далее: Приспособления для пайки Приспособления для сварки, помимо элементов фиксирования и закрепления узла, имеют специальные дополнительные устройства для сварки тем или иным методом (сварочные подкладки и их крепление, приводы и т. п.). Обычно в сварочном приспособлении узел устанавливается в собранном и прихваченном состоянии, поэтому оно должно обеспечить возможность фиксации узла в положении, нужном для сварки того или иного соединения, минимальные деформации и возможность свободного съема готового узла. В сварочной практике очень распространено использование комбинированных сборочно-сварочных приспособлений, позволяющих производить и сборку и сварку в том же приспособлении, минуя операцию прихватки. Соответственно типам изделий (конструкции, габаритам, весу), методу сварки и предъявляемым требованиям можно выделить ряд основных типов комбинированных сварочных и сборочно-сварочных приспособлений. Сварочные стенды представляют собой стационарные приспособления с одной неподвижной (чаще всего горизонтальной) базовой поверхностью с крепежными элементами. Обычно на таких стендах свариваются продольные швы автоматической сваркой плавлением на плоских изделиях или на различного типа обечайках и т. п. Сварка ведется преимущественно на подкладках; кромки поджимаются к подкладке различными способами: механическим, пневматическим, магнитным и др.
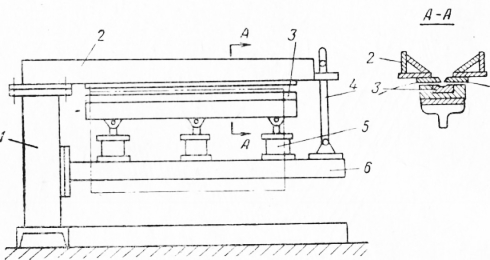
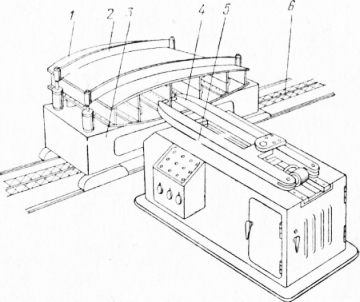
Рис. 1. Пневмостапель для сварки продольных швов:
1 — стойка, 2 — верхний прижим, 3 — сварочная подкладка, 4 — стягивающая скоба, 5 — пневмоцилиндры, 6 — консоль
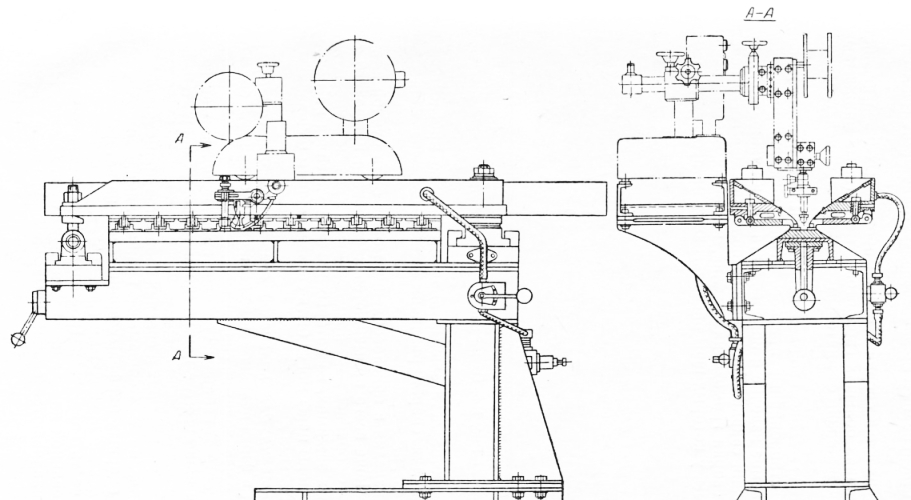
На рис. 1 приведена схема стенда консольного типа с пневмо-поджимом подкладки для сварки продольных швов обечаек. На стойке консольно крепится двутавровая балка с установленными на ней пневмоцилиндрами для поджима сварочной подкладки. Свариваемая обечайка надевается на консоль и поджимается к верхним массивным неподвижным прижимам. Верхние прижимы с консольной балкой скрепляются стягивающей скобой. После сварки скоба отбрасывается, сварочная подкладка опускается в нижнее положение и обечайка снимается. Консоль со сварочной подкладкой и пневмоподжимом может поворачиваться вокруг вертикальной оси у центральной стойки. На рис. 2 представлена схема сварочного стенда с верхними пневмошланговыми прижимами клавишного типа для сварки продольных швов на листах и обечайках из материалов малой толщины. Для сварки изделий из более толстого материала клавиши могут поджиматься не пневмошланговым устройством, а пневмокамерами.
Рис. 2. Пневмостапель клавишного типа для сварки продольных швов
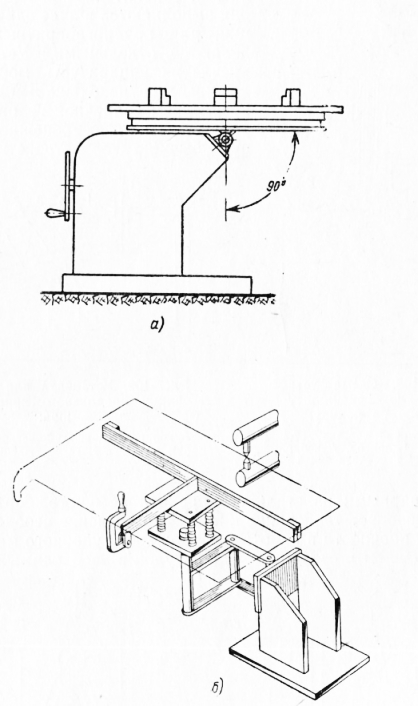
Кантователи — довольно распространенный тип приспособлений. Обычно это стационарные приспособления, позволяющие закреплять свариваемое изделие и поворачивать его в нужное положение для выполнения сварки. Такие приспособления чаще всего используются для сварки громоздких изделий, имеющих самые разнообразные формы, у которых швы располагаются на противоположных сторонах.
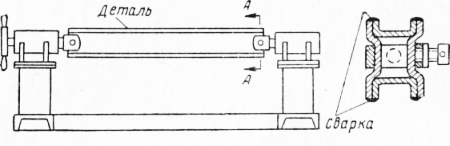
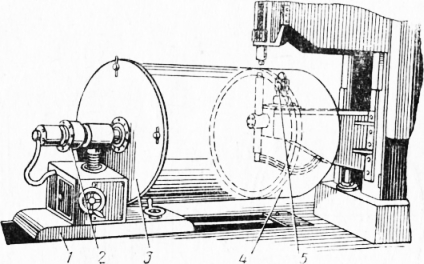
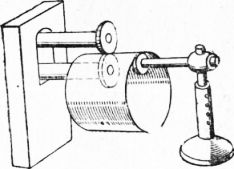
Рис. 3. Схема цапфового кантователя
В производстве летательных аппаратов такие приспособления используются для сварки различных силовых узлов типа балок, лонжеронов и т. п. Поворот изделия в приспособлении может быть ручной или механический. Чаще всего применяются кантователи цапфового типа. Собранное и прихваченное изделие укрепляется в специальных зажимах, из которых каждый укреплен на поворотной цапфе. Опоры цапф могут быть связаны общим основанием или быть независимыми друг от друга. Приспособления для кольцевой .сварки позволяют устанавливать изделия в фиксированное положение и поворачивать его в процессе сварки с необходимой скоростью. В зависимости от габаритов изделия приспособления такого типа выполняются чаще всего с применением торцовых вращателей, роликовых опор или комбинированные. Для изделий небольших и средних габаритов применяются обычно приспособления с торцовыми вращателями, выполненными в виде двух опорных цапфовых вращателей, из которых один, или реже оба, являются приводными. Рабочая часть вращателя (планшайба) делается съемной или специализированной для данного узла или группы узлов. На вращателе устанавливаются специальные фиксирующие и крепежные устройства. Привод чаще осуществляется от электродвигателя че-реэ редуктор с регулируемой скоростью вращения при сварке. Основание приспособления — сварное из профильного проката; все элементы (бабки, двигатель, привод и т. д.) крепятся к основанию на болтах на свои посадочные места.
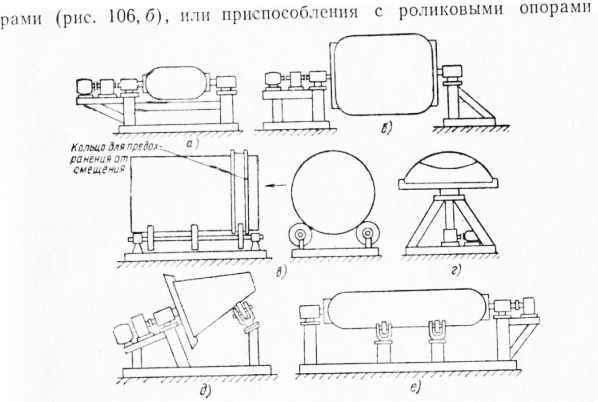
Рис. 4. Схемы приспособлений для сварки кольцевых швов
Для крупногабаритных изделий конического типа, изделий с малой продольной жесткостью или большим весом используются приспособления, где сочетаются торцовые вращатели и роликовые опоры. Роликовые опоры делаются, как правило, регулируемыми по высоте или плавающего типа. К поворотным относятся также приспособления для сварки круговых швов на горизонтальной или наклонной плоскости. Обычно они изготовляются в виде торцового вращателя с вертикальной или наклонной осью вращения. Манипуляторы — приспособления, предназначенные для вращения изделия вокруг вертикальной или горизонтальной оси и наклона его под определенным углом, необходимым для работы. Такие приспособления применяются для ручной, полуавтоматической и автоматической сварки плавлением и для контактной сварки. На манипуляторе могут закрепляться изделия различных форм. В зависимости от грузоподъемности стол манипулятора поворачивается ручным, механическим или пневматическим приводом. Приспособления с копирными устройствами применяются для выполнения автоматической сварки плавлением изделий, имеющих криволинейные швы. В зависимости от формы шва, типа изделия и метода сварки применяются приспособления с перемещением по копиру сварочной головки, перемещением детали по копиру при неподвижной головке, перемещением по копиру и детали, и головки; в этом случае чаще всего сварочная головка крепится на плавающей подвеске. При использовании приспособлений последнего типа, со сложным движением, в процессе работы скорость сварки может изменяться, что отражается на формировании шва, поэтому при разработке подобного приспособления необходимо проведение анализа скоростей в различных точках свариваемого контура. Отклонения от скорости сварки не должны быть более 4-5% от расчетной. На рис. 5 представлена схема приспособления для приварки фланцев, горловин, патрубков к цилиндрическим обечайкам. В этом случае сварочная головка перемещается по копиру на опорных роликах. Вращаясь, ролики обкатывают поверхность копира и поднимают или опускают штангу с подвешенной на ней сварочной головкой. При сварке продольного шва криволинейного контура копир, выполненный по форме стыка, закрепляется на самом изделии (рис. 109). Изделие укреплено в приспособлении на поворачивающихся цапфах. При продольном движении сварочной тележки изделие через тягу и копир разворачивается в задаваемое копиром положение. Оснастка для автоматических способов сварки плавлением представляет собой специальные сварочные установки, включающие, кроме элементов для фиксации и манипулирования изделием, еще устройства для крепления, перемещения сварочной аппаратуры (сварочной головки, трактора и т. д.) и управления ею. Конструкция этих устройств определяется типом изделия, количеством и характером сварных швов и т. п. Наиболее часто встречаются устройства портального типа, консольного типа, устройства со смещенными направляющими, с установкой сварочной аппаратуры на прижимных элементах самого приспособления и др.
Рис. 4. Сварочные манипуляторы:
а — для сварки плавлением, б — для контактной сварки
Устройства для крепления могут быть выполнены отдельно от приспособления или быть с ним конструктивно связанными. Обычно для сравнительно небольших изделий они выполняются в виде единой конструкции, для крупногабаритных изделий — делаются отдельными. Устройства для крепления аппаратуры могут быть подвижными и неподвижными, с жестким креплением сварочной головки или с перемещением ее по крепежному устройству. Обычно такие устройства изготовляются сварными из стального проката обычного сортамента или труб. Основное требование к ним — обеспечение необходимой жесткости и прочности в работе и возможности удобного манипулирования изделием и сварочной аппаратурой в необходимых пределах.
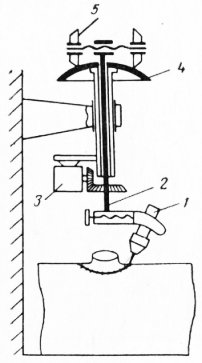
Рис. 5. Схема установки для обварки штуцеров по копиру:
1 — копир, 2 — цапфа, 3 — деталь, 4 — сварочная головка, 5 — тяга, 6 — копирующий ролик
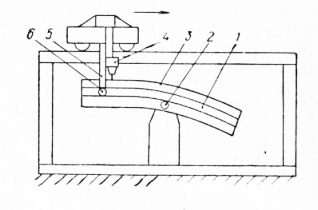
Рис. 6. Установка для сварки по копиру продольного криволинейного шва:
1 — сварочная головка. 2 — штанга, 3 — привод, 4 — копир, 5 — опорные копирующие ролики
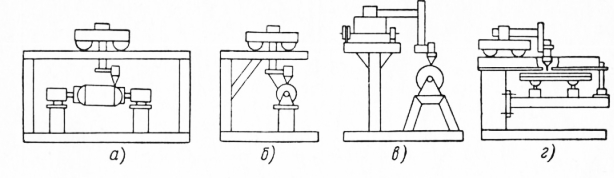
Рис. 7. Типы сварочных установок для автоматической сварки плавлением:
а — -портального типа, б — консольного типа, в — со смещенными направляющими, г — с направляющими на пневмостапеле
При контактной точечной и роликовой сварке специализированные приспособления в основном используются для установки, поддержания при перемещении и выравнивания изделия в процессе сварки. Для сварки кольцевых швов в зависимости от габаритов изделия применяются поддерживающие устройства в виде опорной стойки с роликом, торцового вращателя или роликовых опор. Установку опорных элементов необходимо регулировать по высоте. Поддерживающие устройства для точечной сварки часто снабжаются специальными шаговыми приводами для автоматического
Рис. 8. Приспособление для точечной сварки обечаек с механизированным поворотом изделия на шаг сварки:
1 — тележка, 2 — механизм поворота, 3 — торцовый вращатель, 4 — обечайка, 5 — опорный ролик
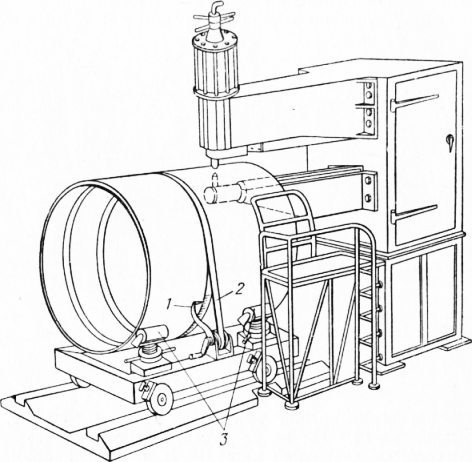
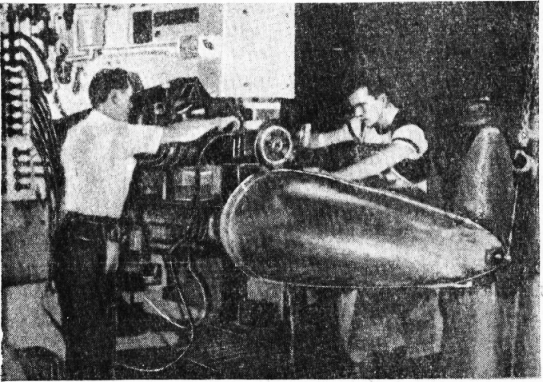
перемещения изделия на шаг точек. При этом необходимо, чтобы при перемещении изделие не касалось внутренней поверхностью нижнего электрода сварочной машины. Для этого, например, при сварке тонколистовых крупногабаритных деталей между ними и нижним электродом в свободном состоянии устанавливается зазор 1 — 3 мм. При сварке жестких узлов для этой цели необходимо предусматривать специальные демпфирующие устройства, которые на момент перемещения детали обеспечивают необходимый зазор. Для небольших изделий поддерживающее устройство часто крепится непосредственно на сварочной машине. На рис. 9 приведена схема приспособления для сборки и прихватки, укрепленного с помощью хомута 2 на нижней консоли сварочной машины. Свариваемый узел закрепляется в приспособлении и может поворачиваться вокруг своей оси в подшипнике опорного диска. В свою очередь опорный диск на машине крепится с помощью пружинно-рычажной подвески . Для сварки крупногабаритных изделий плоской формы или имеющих небольшую кривизну (типа панелей) поддерживающие приспособления выполняются в виде подвесок или подставок типа рольгангов. Для точечной сварки в последние годы в промышленности стали использоваться специализированные установки с автоматическим и полуавтоматическим циклом работы. На рис. 12 показан общий вид полуавтоматического манипулятора для точечной сварки крупногабаритных панелей одинарной
Рис. 9. Приспособление для точечной сварки крупногабаритных изделий:
1 — указатель поворота, 2 — лента поворотного шагового механизма. 3 — опорные ролики
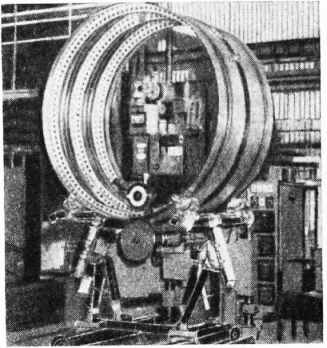
или двойной кривизны. На этой установке можно автоматически выравнивать поверхность свариваемой панели нормально относительно оси электродов. Приспособление выполнено в двух вариантах: с механическим перемещением панели на шаг сварки (команда подается оператором) и автоматическим. Для удобства наблюдения за местом сварки установка оборудована телевизионной аппаратурой. На рис. 13 представлена установка для точечной сварки полунервюр панелей отсека крыла. Для сварки используются специальные клещи, которые входят во внутренние пространства отсека. Перемещение клещей на шаг сварки задается специальным шаговым механизмом привода, при помощи которого подвижная каретка вместе с установленными на ней клещами перемещается по направляющим станины сварочной машины.
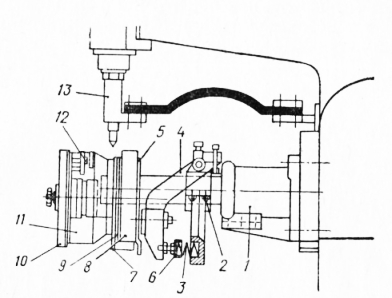
Рис. 10. Приспособление для сварки конусных секций, установленное на консоли сварочной машины:
1 — нижний хобот, 2 — хомут, 5 — пружина, 4 — рычаг; 6, 7 — опорные диски, 6 — опорная шайба, 8 — приспособление для сборки и прихватки, 9 – направляющее кольцо; 10 — съемный диск, 11 — деталь, 12 — фиксаторы, 13 — верхняя головка
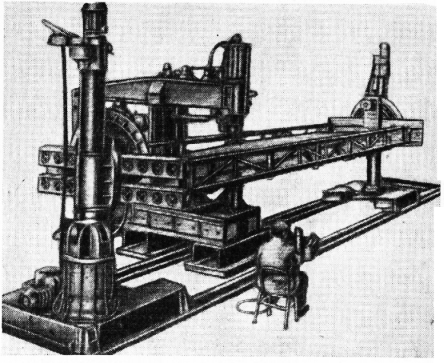
Рис. 11. Установка.для сварки панелей одинарной и двой ной кривизны
Рис. 12. Автоматизированная установка для точечной сварки полунервюр панелей крыла
1 — панель, 2 — рубильник, 3 — подвижной стол, 4 — ‘сварочные клещи, 5 — сварочная машина, 6 — направляющие стола
Перемещение клещей вдоль шва, сварка, обратный ход клещей и перемещение подвижного стола после окончания сварки очередного шва производятся автоматически по специальной программе. После окончания сварки каждой нервюры электроды зачищаются и клещи возвращаются в исходное положение. При роликовой сварке в основном используются приспособления, аналогичные разобранным. Однако в связи с тем, что при роликовой сварке детали перемещаются самой сварочной машиной и без подъема электродов, в приспособлениях не нужно предусматривать специальные механизмы принудительного перемещения и демпфирования, и они. как правило, более просты по сравнению с приспособлениями для точечной сварки. При роликовой сварке кольцевых или круговых швов чаще всего используются приспособления в виде различных регулируемых по высоте стоек с опорным роликом. Приспособления такого рода отличаются универсальностью и простотой. В некоторых случаях роликовая опора может быть заменена подвижной тележкой с опорными роликами. При этом передняя пара роликов устанавливается несколько ниже задней. При сварке узел опирается на сварочный ролик и заднюю пару поддерживающих роликов тележки.
Рис. 13. Поддерживающее приспособление для роликовой сварки кольцевых швов обечаек
Рис. 14. Приспособление подвесного типа для роликовой сварки конусов
При сварке некоторых конструкций встречаются приспособления подвесного типа. На рис. 14 показана роликовая сварка конуса с использованием подвесного приспособления, где вершина конуса шарнирно подвешивается к регулируемой по высоте опоре. При сварке обечаек большого диаметра (более 1,5 — 2 м) для подхода сварочными роликами к месту соединений иногда приходится поднимать сварочную машину или делать углубление ниже уровня пола. В этом случае иногда удобнее производить сварку в нижней части обечайки, располагая ее выше сварочных электродов. При роликовой сварке швов на обечайке небольшого диаметра (меньше диаметра нижней консоли и ролика машины) применяются приспособления с внутренней токоведущей оправкой. Оправка вставляется в обечайку и вместе с ней прокатывается между сварочными роликами. Для сварки плоских швов на изделиях типа панелей применяются, как и при точечной сварке, приспособления в виде рольгангов или каретки с укрепленным на ней изделием, движущейся по направляющим.
Рис. 5. Подвижная роликовая опора для сварки крупногабаритных обечаек
Реклама:Читать далее:Приспособления для пайкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|