|
|
Категория:
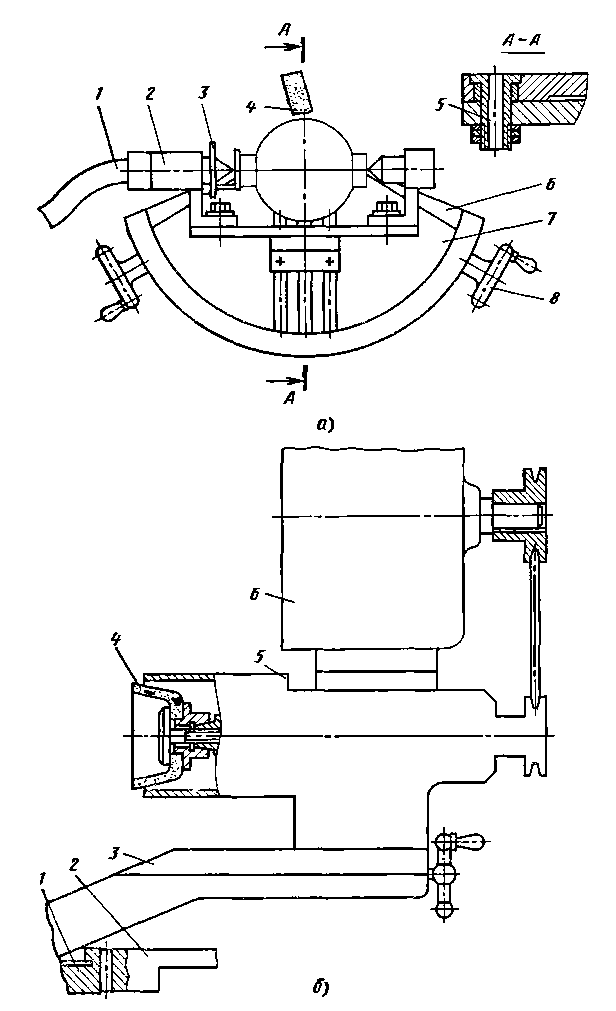
Токарное дело Далее: Алмазное выглаживание сфер В условиях производства довольно часто возникает необходимость получения сферических поверхностей с шероховатостью 0,32 … 0,04 мкм. При обработке стальных деталей для получения малой шероховатости поверхностей применяют шлифование с последующим алмазным выглаживанием. Шлифование применяют не только как подготовительную операцию перед алмазным выглаживанием, но и для исправления круглости сферы после термической обработки. Для шлифования сфер используют универсальный шлифовальный станок, который немного нужно переоборудовать. Со станка снимают переднюю бабку. Для увеличения высоты центров при шлифовании сфер большого диаметра снимают верхнюю поворотную часть подвижного стола или поднимают бабку с шлифовальным кругом, устанавливая кольцо нужной высоты между основанием и поворотной частью. На подвижный стол станка устанавливают универсальное переналаживаемое приспособление, состоящее из двух секторов, соединенных осью. Нижний сектор закрепляется на столе станка, а верхний сектор является подвижным. Он имеет на ободе зубцы, которые соединяются с шестернями, приводимыми во вращение маховичками. При вращении маховичков верхний сектор поворачивается относительно нижнего. Во время шлифования малых сфер сектор можно поворачивать рукой. На секторе монтируют сменные приспособления: для шлифования выпуклых сфер с установкой заготовки в центрах и для шлифования вогнутых сфер с установкой заготовки на планшайбе. Заготовка получает вращение через гибкий вал от передней бабки. В оси имеется отверстие, в которое вставляются вилка с алмазом для правки шлифовального круга по радиусу сферы и вилка с индикатором для установки заготовки перед шлифованием и настройки приспособления для получения отклонения от круглбсти в пределах допуска. Настройка приспособления для шлифования производится так же, как и при обтачивании сфер.
Рис. 1. Приспособления для шлифования сфер на токарном станке
Шлифование вогнутых сфер можно производить также способом, рассмотренным ранее. Только в этом случае вместо фрезы используют шлифовальный круг определенного диаметра с закругленной поверхностью. При этом способе нужно тщательно выставить центр заготовки и шлифовального круга по высоте строго в одной плоскости. На рис. 1, б показано универсальное приспособление для шлифования сфер. На кронштейне приспособления вместо резцедержателя установлена шлифовальная головка, приводимая во вращение электродвигателем. Кронштейн жестко связан с шестерней, которая получает вращательное движение от рейки. Рейка привинчена к боковой поверхности поперечных салазок токарного станка. При включении поперечной подачи движение от суппорта передается через рейку на шестерню и кронштейн со шлифовальной головкой. Шлифовальный круг 4 вращается и перемещается по окружности вокруг оси сферы. При шлифовании стальных деталей достигается шероховатость поверхности 0,63 … 0,32 мкм. Реклама:Читать далее:Алмазное выглаживание сферСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|