|
|
Категория:
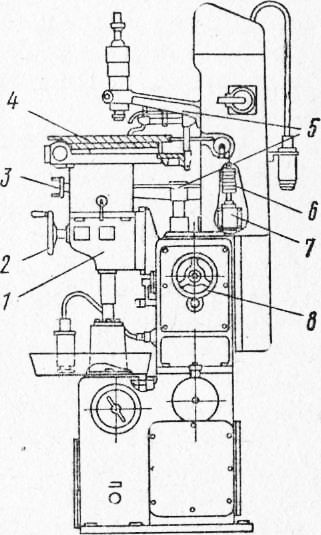
Помощь рабочему-инструментальщику Притирочно-доаодочный станок модели 2ПДС предназначен для доводки фасонных отверстий и наружных поверхностей деталей технологической оснастки, составленных из прямых участков и дуг окружностей. Устройство его такое же, как и опиловочного станка, но доводочные инструменты типа головок могут совершать не только возвратно-поступательное, но и вращательное движение. Станок модели 2ПДС показан на рис. 1. Основание стола установлено на вертикально расположенных направляющих станины и может перемещаться вверх и вниз вращением маховичка. На верхней части основания находится координатный стол. Обе каретки стола лежат в одной плоскости и перемещаются по шариковым направляющим. Для доводки поверхностей, расположенных под углом к базовой поверхности обрабатываемой детали, координатный стол может наклоняться, при этом изменяется угол между рабочей поверхностью стола и осью шпинделей. Наклон стола производится вращением маховичка. Перемещение поперечной каретки координатного стола осуществляется с помощью грузов, что обеспечивает постоянное оптимальное давление детали на инструмент. Для устранения возможных вибраций служат масляные демпферы. Продольная каретка перемещается с помощью ходового винта, вращаемого электродвигателем. Шпиндели крепятся в двух кронштейнах, установленных на общей каретке с цилиндрическими направляющими. Возвратно-поступательное движение каретки осуществляется кривошипным механизмом, который получает вращение через трехступенчатую коробку скоростей от электродвигателя. Число двойных ходов каретки составляет 185, 285 и 320 в минуту. Величина хода каретки с кронштейнами изменяется бесступенчато путем изменения положения пальца кривошипа, причем эта операция может производиться на ходу вращением маховичка.
Рис. 1. Притирочно-дово-дочный станок модели 2ПДС.
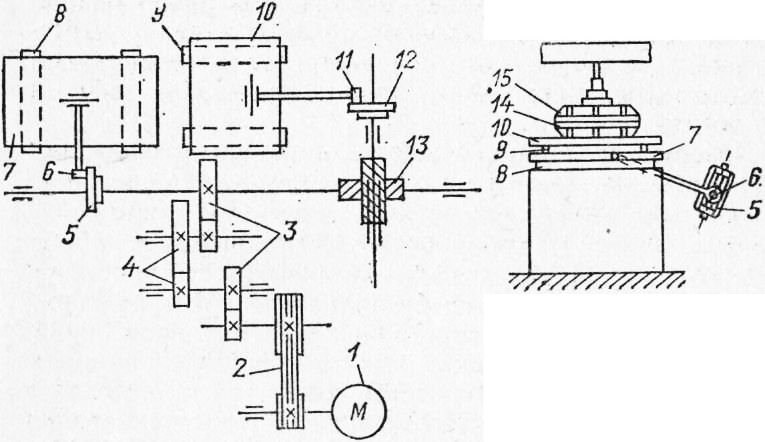
Станок имеет две пары пневматических и одну пару механических шпинделей, получающих вращение от основного электродвигателя через гибкие валики. Первая пара пневматических шпинделей с двигателями турбинного типа предназначена для легких доводочных операций и для обработки алмазными инструментами отверстий малого диаметра. Частота вращения шпинделей— от 25000 до 40 000 об/мин. Вторая пара пневматических шпинделей с двигателями роторного типа предназначена для более тяжелых работ алмазным инструментом. Частота вращения шпинделей — до 2000 об/мин. Для доводки криволинейных участков профиля притирами используются малооборотные шпиндели с механическим приводом от основного электродвигателя. Частота вращения этих – шпинделей — 375, 500 и 720 об/мин. Доводка на станке осуществляется следующим образом. Деталь, закрепленная на горизонтальном столе со сквозным отверстием в центре, обрабатывается алмазным инструментом, совершающим возвратно-поступательное и вращательное движения одновременно. Алмазные инструменты — притиры крепятся в двух вертикально расположенных шпинделях, причем верхний шпиндель находится над столом, а нижний — под столом. Поперечное перемещение стола (на инструмент) осуществляется с помощью грузов, а продольное (вдоль инструмента)—механически с помощью электродвигателя и ходового винта. Станок для притирки доводочных плит. Притирка доводочных плит вручную — работа трудоемкая и длительная. Осуществление этой операции на специальном станке не только облегчает труд слесаря, но и сокращает время притирки. Такой станок состоит из станины, нижнего и верхнего столов, зубчатой передачи, шатунно-кривошипных механизмов и подъемного устройства. Станина имеет продольные призматические направляющие, по которым совершает движение нижний стол. Верхний стол, где закреплена притираемая плита, перемещается по поперечным направляющим нижнего стола. Вторая притираемая плита устанавливается на первой и постоянно прижата пружиной с силой в пределах до 150 кгс. В то время как нижняя плита совершает возвратно-поступательное движение вместе с нижним и верхним столами, верхняя плита неподвижна. От электродвигателя через клиноременную передачу, сменные зубчатые колеса и зубчатые колеса шатунно-кривошипный механизм сообщает движение нижнему столу в продольном направлении. Вместе с этим столом перемещается верхний стол с плитой по направляющим. Шатунно-кривошипные механизмы обеспечивают соответственно продольное и поперечное взаимно перпендикулярное перемещение столов. Длина хода столов регулируется перемещением пальцев кривошипов. В зависимости от их положения обрабатываемая нижняя плита может совершать движения по кругу, эллипсу и прямолинейные. Сочетание двух взаимно перпендикулярных движений нижнего и верхнего столов с равными величинами хода образует движение нижней плиты по кругу. Изменение длины хода одного из столов приводит к движению по эллипсу. Прямолинейное движение обеспечивается нахождением пальца кривошипа в центре вилки одного из кривошипно-шатунных механизмов.
Рис. 2. Станок для притирки доводочных плит.
В процессе притирки за один полный оборот вилки стола переходят из одного крайнего положения в другое и снова возвращаются в прежнее. Сменные колеса изменяют число двойных ходов столов от 20 до 60 в минуту. Реклама:Читать далее:Установки для вихревой обработкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|