|
|
Категория:
Помощь рабочему-инструментальщику Микрометры изготовляются в соответствии с требованиями, установленными стандартами и инструкциями, а также заводскими нормалями. Микрометры должны иметь трещотку или другое устройство, которое обеспечивало бы постоянство измерительного усилия, и стопорное устройство для закрепления микрометрического винта. Конструкция микрометров должна обеспечивать возможность установки их в исходное положение при соприкосновении измерительных поверхностей между собой или с установочной мерой. При таком совмещении (нулевом отсчете) нулевой штрих шкалы стеблй виден целиком. Ширина штрихов на стебле равна 0,2…0,05 мм, а на барабане 0,1…0,05 мм. Ширину штрихов проверяют на инструментальном микроскопе. Перекос плоской измерительной поверхности микрометрического винта при зажатии стопора не должен превышать 1 мкм для микрометров с верхним пределом измерения до 100 мм и 2 мкм — более 100 мм. Скобы микрометров делают жесткими, чтобы изменение показаний от изгиба при усилии в 1 кгс, направленном по оси винта, не превышало 2…12 мкм (в зависимости от величины верхнего предела измерения — от 5 до 600 мм). Погрешность показаний и отклонение от параллельности плоских измерительных поверхностей микрометров не должны превышать 2…12 мкм (в зависимости от предела измерения —от 5 до 600 мм). Допускаемое измерительное усилие для микрометров равно 500… 900 гс. В качестве стабилизатора измерительного усилия микрометров служит пружина с зубом трещотки. Величину измерительного усилия можно изменить, регулируя усилие пружины или угол зуба трещотки. С уменьшением угла уменьшается и измерительное усилие. Микрометры изготовляются с термически обработанными или оснащенными твердым сплавом ВК.2М или ВК4М измерительными поверхностями. Шероховатость стальных измерительных поверхностей должна быть не ниже а = 0,04…0,02, а твердосплавных — а =0,08…0,04 мкм. Рассмотренные выше погрешности основных элементов микрометра в сумме не должны превышать погрешностей, регламентированных ГОСТом 6507—78, — от ±1,5 до ±4,0 мкм в зависимости от верхних пределов измерения микрометров.
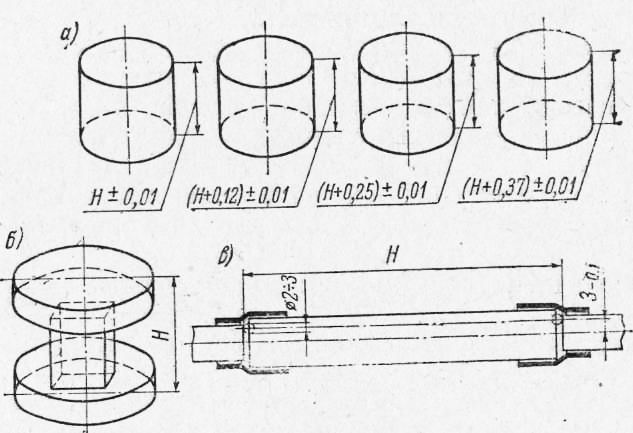
Рис. 1. Проверка параллельности измерительных поверхностей микрометра.
Реклама:Читать далее:Методы проверки микрометрических инструментов.Статьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|