|
|
Категория:
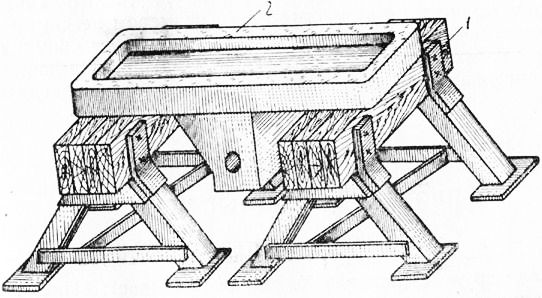
Слесарно-инструментальные работы Далее: Понятие о чертеже детали Рабочее место — это та часть территории цеха с расположенным на ней оборудованием, где работает и по которому передвигается рабочий, выполняя свое производственное задание. Правильная организация рабочего места имеет огромное значение. Рассказывая об опыте своей работы, слесарь-инструментальщик И. В. Белков справедливо замечает, что «…рабочее место — зеркало работы бригады, ибо оно отражает уровень производительности и культуры труда работающих». Рабочее место должно быть достаточно просторным, светлым и чистым. Правильно организованное рабочее место помогает рабочему экономить много времени, создает хорошие условия труда, снижает утомляемость рабочего, позволяет повысить качество продукции и снизить ее стоимость. На рис. 1 показано хорошо оборудованное и организованное рабочее место слесаря-инструментальщика. Основным его оборудованием служат верстак, параллельные слесарные тиски и контрольная плита, установленная на отдельной тумбе. К рабочему месту подведены: ток для местного освещения напряжением 36 в, переменный ток повышенной частоты, равной 200 периодов в секунду также с напряжением 36 в для электрифицированных инструментов и сжатый воздух для пневматических инструментов и продувки деталей. Переносная электрическая лампа дает возможность пользоваться местным освещением как при работе в тисках, так и на контрольной плите. На рис. 1 изображен индивидуальный верстак слесаря. Такое устройство верстака наиболее удобно, так как в этом случае внимание рабочего ничем не отвлекается и ему меньше мешают посторонние шумы и сотрясения. Верстак должен иметь достаточные размеры, чтобы вместить все необходимое для работы. Высота верстака и рабочей плоскости контрольной плиты должны соответствовать росту рабочего, что создает наилучшие условия для производительной работы, не вызывая излишнего напряжения и утомляемости. Инструмент, приспособления и детали располагаются на верстаке в определенном порядке с таким расчетом, чтобы слесарь мог брать их во время работы, не глядя на них и не тратя времени на поиски нужного инструмента. Располагать предметы нужно так, чтобы все, что берется правой рукой, находилось справа, а что берется левой — лежало слева. Такой же порядок должен быть и в ящиках верстака, причем измерительный инструмент нужно хранить отдельно от прочего инструмента, а полуфабрикаты — отдельно от готовых изделий. Высокая точность инструментальных работ требует высокой культуры труда, соблюдения чистоты и порядка на рабочем месте. Где культура труда невысокая, где грязь и беспорядок, там господствует брак и низкая производительность труда. Чтобы легче было следить за чистотой, верстаки обивают листовым железом или покрывают линолеумом. Особое внимание следует уделять сохранности рабочей плоскости контрольной плиты, от качества которой непосредственно зависит точность инструментальных работ. Нельзя допускать ударов по этой поверхности, выполнять на ней грубые операции, складывать на нее рабочий инструмент. Если же необходимо выполнять грубые работы на крупных приспособлениях и штампах, то такие работы производятся на специальных козлах (рис. 2), которые должны быть у каждого рабочего места. Важной принадлежностью рабочего места являются слесарные тиски. Конструкция тисков проста, она известна каждому слесарю. Пользуясь такими тисками, слесари остро чувствуют несовершенство этой древней конструкции и мечтают о другом оборудовании, требующем применения меньшей физической силы и меньшего времени на закрепление детали перед работой. За последние годы появились новые конструкции тисков. На рис. 3 представлена схема устройства слесарных тисков с ускоренным ходом подвижной губки. Чтобы лучше уяснить устройство тисков, на фигуре изображены только те их части, которые связаны с осуществлением ускоренного хода. Рассмотрим принцип действия этих тисков. Предположим, что деталь помещена между подвижной и неподвижной (не показанной на фигуре) губкой тисков. Чтобы закрепить деталь, следует повернуть расположенную слева и соединенную с ходовым винтом рукоятку тисков. В отличие от обычной конструкции, ходовой винт повернет следующий винт — винт ускоренного хода, на котором нарезана многоходовая резьба с шагом, в несколько раз большим, чем резьба ходового винта. Таким образом, при повороте рукоятки подвижная губка тисков переместится на расстояние, в несколько раз большее, чем в старой конструкции, и подойдет вплотную к детали. Для ускоренного перемещения подвижной губки в тисках новой конструкции имеется храповое устройство, помещенное внутри винта ускоренного хода. Ходовой винт, вращаясь, повертывает шестигранным хвостом храповую втулку, прижатую пружиной к трещотке. До тех пор, пока подвижная губка тисков не встретит на своем пути значительного сопротивления, зубья храповой втулки будут передавать вращательное движение трешотке. Трещотка, будучи связана своей надрезанной и пружинящей поверхностью с внутренней поверхностью винта ускоренного хода, передаст движение последнему. Несмотря на то, что подвижная губка, коснувшись края детали, остановится, рукоятка тисков продолжает вращаться. Это вызовет перемещение всей системы влево. Тогда разрезная гайка, помещенная в стойке, зажмет винт ускоренного хода и будет тормозить его вращение. Усилие торможения окажется настолько значительным, что храповой механизм перестанет срабатывать, а ходовой винт начнет ввертываться в винт ускоренного хода, зажимая деталь при помощи подвижной губки. Так как угол подъема резьбы ходового винта невелик, то усилие зажима детали будет весьма значительным. При раскреплении же детали процесс пойдет в обратном порядке.
Рис. 1. Рабочее место слесаря-инструментальщика
Рис. 2. Козлы для установки тяжелых приспособлений:
1 — козлы; 2 — изделие.
Еще более совершенны пневматические тиски. Они вообще исключают применение физической силы для зажима детали. Тиски, изображенные на этой фигуре, состоят из основания, поворотной части, закрепляемой в нужном положении болтами, подвижной губки, помещенной в пазу поворотной части, и неподвижной губки, скрепленной с этой поворотной частью. Внутри поворотной части перемещается каретка, соединенная регулировочным винтом с подвижной губкой. Регулировочный винт позволяет менять расстояние между обеими губками тисков. В том случае, когда воздух не поступает в тиски, их губки находятся в крайнем раздвинутом положении под действием пружины. Когда же сжатый воздух поступит из сети в камеру тисков, шток опустится и повернет находящийся в каретке рычаг, который нажмет на каретку своим коротким плечом через толкатель, потянет подвижную губку и зажмет деталь с силой, превышающей 2,5 т. Воздушная камера этих тисков образуется стенками основания Т и резиновой диафрагмой. Воздух через диафрагму давит на опорное кольцо штока и создает рабочее усилие. Такие тиски позволяют осуществлять зажим детали размером не свыше 80 мм. Применение описанных конструкций сокращает время на установку и закрепление деталей в тисках, снижает утомляемость слесаря и, следовательно, позволяет работать более производительно. Реклама:Читать далее:Понятие о чертеже деталиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|