|
|
Категория:
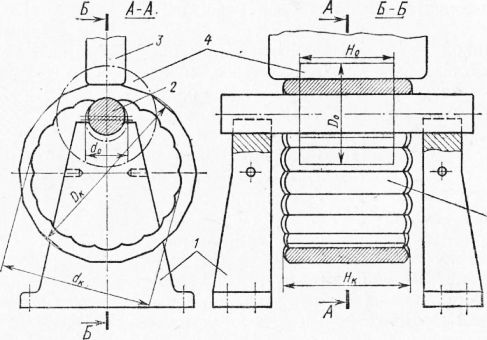
Ковка на молотах и прессах Оправку устанавливают вдоль фронта пресса на двух стойках. Кольцевую заготовку с исходным наружным диаметром D0 и внутренним d0 обжимают между верхним плоским бойком и круглой оправкой. После каждого обжатия кольцо вращают и его диаметр постепенно увеличивается до DK, а ширина кольца до Htt. Вращение кольца осуществляют чаще вручную при помощи клещей, а крупные кольца поворачивают цепями при помощи мостовых ковочных кранов. В этом случае цепь вращает оправку, а она за счет сил трения поворачивает кольцо.
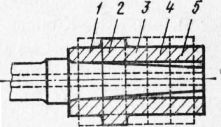
Рис. 1. Деление заготовки на участки (1—5)
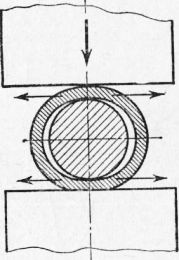
Рис. 2. Схема выпучивания стенок пустотелой поковки на оправке при обжатии в плоских бойках
Рис. 3. Схема раскатки прошитой заготовки на оправке (по Я. М. Охрименко): Трудность расчета технологического процесса заключается в том, что необходимо точно получить три параметра—диаметр, ширину и толщину кольца. Если заготовка достигла нужной толщины кольца, а диаметр меньше заданного, то необходимо осадить кольцо по оси, т. е. уменьшить ширину, иначе при Дальнейшей раскатке будет достигнут заданный диаметр, но за счет толщины, которая может получиться меньше заданной. Достижение заданных размеров зависит также и от диаметра оправки. Для поковок с внутренним диаметром до 900 мм используют оправку диаметром 300 мм, а для поковок с большим внутренним диаметром выбирают оправку диаметром 800 мм. Для интенсивной раскаткй без значительного уширения применяют узкий боек. При этом контур контакта имеет форму прямоугольника с большей стороной вдоль ширины кольцевой заготовки. Реклама:Читать далее:Образование уступов, выступов, выемокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|