|
|
Категория:
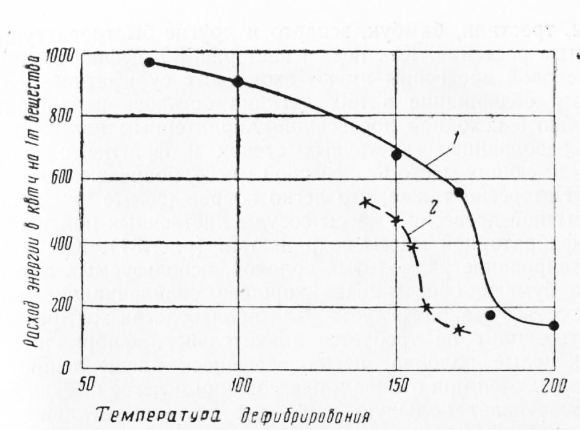
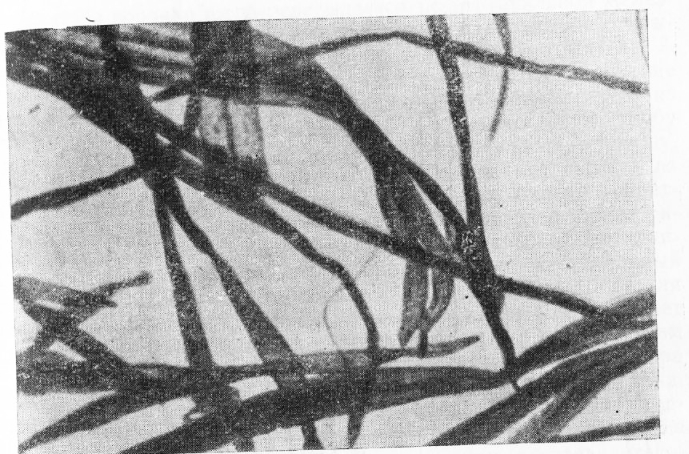
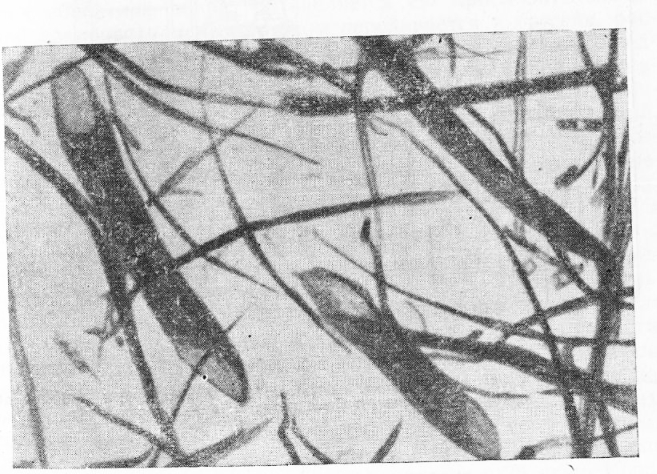
Производство древесноволокнистых плит Теория размола Критический обзор существующих теорий размола волокнистых материалов, а также собственные исследования, выполненные в этой области, привели нас к так называемой «релаксационной» теории размола, сущность которой вкратце состоит в следующем. Основным фактором, влияющим на скорость размола целлюлозных, а также древесных волокон, является их фракционный (в коллоидно-химическом умысле) состав. Низкомолекулярные фракции (со СП до 200) ускоряют, а высокомолекулярные (СП свыше 1200) замедляют процесс размола. В состав низкомолекулярных фракций входят гемицеллюлозы, а также продукты частичного гидролиза и окисления целлюлозы. Влияние фракционного состава целлюлозы на скорость ее размола обусловлено зависимостью от фракционного состава ее упруго-вязких свойств: модулей упругости 1-го и 2-го рода, вязкости и скорости релаксации. Нами экспериментально установлена зависимость скорости размола целлюлозы от скорости релаксации ее в чисто упругой области при динамическом изгибе, а также в области высокоэластичной деформации при статическом сжатии. Под влиянием ударной переменной нагрузки размалывающей гарнитуры волокна деформируются, поддаваясь постепенно усилиям сжатия, сдвига, удара и т. п. Способность волокна противодействовать указанным воздействиям и не разрушаться будет зависеть, кроме величины удельного давления, от соотношения скоростей приложения нагрузок и скорости релаксации волокон, попадающих в промежутки между рабочими элементами (ножами, насечкой дисков и т. п.) размалывающих машин. Если скорость релаксации волокон будет меньшей, чем скорость приложения нагрузок, то размол пойдет быстро потому, что волокна не будут успевать восстанавливать свою форму и размер («релакси-ровать») в промежутках между ударами ножей и станут быстро фибриллироваться. Ввиду того, что чередование насечки дисков рафинеров в производстве древесно-волокнистых плит происходит со скоростью, соответствующей низкой звуковой частоте, здесь будет иметь значение скорость релаксации в чисто упругой области при ударной нагрузке. При работе в аппаратах периодического действия, а также в роллах непрерывного действия, но с неполным охватом ножей шара ножами планки, будет иметь значение (ввиду более длительного пребывания волокон вне размалывающей гарнитуры, т. е. в промежутках между ножами) для скорости размола релаксация волокон не только в области чисто упругой, но и высокоэластической деформации. Изложенная теория дает, по нашему мнению, возможность правильно оценивать известные из производственной практики факты, а также совершенствовать и правильно использовать размалывающую аппаратуру. Так, зависимостью скорости размола от упруго-вязких свойств объясняется меньшая затрата энергии при размоле на базальтовых гарнитурах по сравнению с металлическими, снижение удельных расходов энергии на размол щепы при повышении окружной скорости рафинеров (на чем, собственно говоря, и базируется внедрение в производство быстроходных рафинеров и дальнейшее развитие конструкций рафинеров и дефибраторов). Этой же теорией логично объясняется эффективность применения непрерывного размола по сравнению с периодическим (в роллах). Теория объясняет также необходимость пропаривания щепы перед размолом в присутствии воды, что ведет к снижению степени полимеризации целлюлозы и накоплению низкомолекулярных фракций, присутствие которых придает волокнам повышенную пластичность, а следовательно, замедленную способность к релаксации и повышенную способность к размолу с меньшей затратой энергии. В первый период развития производства древесно-волокнистых плит (приблизительно до 1926 г.) в качестве волокнистого полуфабриката использовали рафинерную массу, непровар, сучки, скоп, макулатуру и другие отходы древесно-массного, целлюлозного и бумажного производства. Эти волокнистые полуфабрикаты, естественно, подвергали размолу на том же оборудовании, что и продукцию основного предприятия. Однако по мере развития производства древоплит и расширения областей их применения выяснилось, что у древоплитного производства имеется своя специфика, которая вызвала к жизни ряд изобретений машин, специализированных для размола волокнистой массы, идущей на изготовление плит. Специфика данного производства, а также свойства плит, отличающие их от бумаги и картона, состоят в следующем. Твердые и полутвердые плиты проходят сушку под давлением, доходящим до 50 кг/см2. При этом происходит сближение волокон, достаточное для развития сил сцепления, обеспечивающих необходимую механическую прочность плитам. В древоплитном производстве наиболее плотные, твердые плиты требуют минимальной степени размола, так как они при сушке подвергаются максимальному прессованию. Плиты пористые и многопористые, которые при сушке не прессуются, требуют для получения надлежащей механической прочности повышенного по сравнению с твердыми плитами градуса размола с целью увеличения поверхности соприкосновения волокон в плитах за счет «развертывания» их внутренней поверхности при размоле. В бумажном же и картонном производствах, как известно, пористые материалы требуют минимального размола. Большая толщина отливаемого на сетку слоя лри производстве древесно-волокнистых плит (толщина сухих ультрапористых плит достигает 80 мм) обусловливает необходимость применения для улучшения процесса обезвоживания тощей, малофибрилли-рованной массы, однако способной достаточно хорошо свойлачиваться. Для изготовления такой массы неэкономично использовать .неприспособленное для этой цели старое оборудование целлюлозно-бумажной и картонной промышленности из-за большого расхода энергии на размол. С другой стороны, из практики строительства известно, что плиты, изготовленные из более тощей массы, меньше деформируются в условиях переменной влажности воздуха, чем плиты, сделанные из жирной массы. Особенно это заметно при работе с твердыми плитами, обладающими максимальными деформациями при увлажнении и су.шке. Повышение градуса помола отрицательно влияет на процесс сушки плит, удлиняет его. Все изложенное и явилось причиной появления нового размалывающего оборудования, приспособленного к производству древесно-волокнистых плит и их свойствам, а также привело к разработке специальных схем и режимов размола. Действующие предприятия применяют для производства твердых древесно-волокнистых плит массу со степенью помола 8—10° по ШР, для полутвердых 10—14° ШР и для пористых 14—20° по ШР. Самый процесс размола ведут или в одну ступень или подвергают массу, прошедшую через размол первой ступени, дополнительному размолу на размалывающих аппаратах второй ступени. Для производства твердых и полутвердых плит обычно пользуются одной ступенью размола, так как жирность до 10—12° можно получить, ведя размол в одну ступень. Для этого в настоящее время используются в основном дефибраторы и быстроходные рафинеры, гораздо реже — прутковые мельницы и метод «взрывов» («пушки»). Для получения размола более высокой степени (свыше 10— 12° по ШР) необходимо при дефибраторном размоле применять размалывающие аппараты второй ступени, т. е. быстроходные рафинеры, спиральные роллы и конические мельницы непрерывного действия. Для рафинирования грубой массы с сортирующих сит можно использовать рафинеры, крестовые мельницы и т. д. Для этих целей целесообразно применять базальтовую гарнитуру взамен металлической. Далее нами приводится описание устройства и методов работы размалывающего оборудования для производства древесно-волокнистых плит. Размол щепы на дефибраторах Дефибратор служит исключительно для первой ступени размола щепы и может давать массу для изготовления твердых и полутвердых плит жирностью от 8 до 12° по ШР. В случае использования этой массы для изготовления пористых и многопористых плит она проходит дополнительный размол на роллах непрерывного действия либо других аппаратах до 14—20° по ШР, в зависимости от требований, предъявляемых к плитам. Принцип действия дефибратора заключается в том, что при нагревании влажной древесины (щепы) при температурах свыше 100° связь между волокнами, осуществляемая за счет серединной пластинки, ослабевает прямо пропорционально температуре пропаривания. Это дает возможность производить путем размола отделение клеток древесины друг от друга при минимальных затратах электроэнергии и получать одновременно длинноволокнистую массу, способную удовлетворительно свойлачиваться, а также монолитное и прочное полотно древесно-волокнистой плиты. Краткое время пребывания древесины в дефибраторе при высокой температуре (2 минуты) обеспечивает слабовыраженный гидролиз легко гидролизуемых углеводов и соответственно небольшие (3—5% от веса древесины) потери древесины в растворенном виде. Практически температура нагревания щепы доходит до 175°, что вполне достижимо в течение 2 минут при применении пара давлением 10 ат. Масса, получаемая на дефибраторе, имеет характерные, именно ей присущие свойства: она легко обезвоживается при отливе на сетках, будучи «тощей» массой; однако характер массы в случае надобности может быть изменен путем дополнительного размола. Принцип размола древесины при повышенной температуре сам по себе не является новым. Из практики работы древес-но-массного производства, например, известно, что при повыше-нии температуры дефибрирования от комнатной до 100° расход энергии непрерывно уменьшается. Учитывая характер массы, используемой для изготовления бумаги, для горячего дефибрирования применяют температуру не свыше 70—80°; при работе на быстроходных рафинерах в производстве древесно-волокнистых плит обычно применяют такую же температуру, иногда более высокую— до 100°. Очевидно, что дальнейшее повышение температуры размола при атмосферном давлении невозможно из-за испарения влаги из древесины. Присутствие воды в процессе размола необходимо прежде всего для поглощения тепла, выделяющегося в результате превращения работы трения в тепловую энергию. Вода обладает по сравнению с волокном гораздо большей теплоемкостью и служит регулятором температуры размола в дефиб-раторе. Так, если условно принять на размол 1 т щепы в дефибра-торе расход энергии всего в 250—300 квт-ч., то получается, что при отсутствии воды древесина должна поглотить 172 000 калорий. Этого тепла достаточно для повышения температуры древесины до 600°, т. е. до полного ее обугливания. Отсюда ясно, что размол сухой щепы или другого сухого сырья в дефибраторе невозможен. В других аппаратах (быстроходных рафинерах, дефибрерах) для приготовления древесной массы затрачивается гораздо больше электроэнергии, поэтому при работе в них роль воды, как. регулятора температуры размола, не менее важна, чем при работе в дефибраторах. Практически основную регулировку температуры в дефибраторе ведут путем нагревания его острым паром. Кроме того, пар служит для удаления из реакционного пространства дефибратора кислорода воздуха, разрушительно действующего на древесину. Влияние повышения температуры при дефибрировании исключительно велико. При этом не только снижается расход энергии на дефибрирование, но улучшается и качество массы. Особенно резкое снижение расхода энергии на дефибрирование наблюдается, как видно из рис. 28, при t = 170— 175° для хвойных и при t= 160—165° для лиственных древесных пород. Из хвойных пород сосна и ель ведут себя примерно одинаково. Лиственные же породы, как, например, береза, требуют меньшего давления пара и меньшего расхода энергии на измельчение и быстрее размалываются по сравнению с хвойными. Исследование причин снижения расхода энергии на измельчение щепы показало, что при t= 170° серединная пластинка хвойной древесины «плавится». Однако, так как в ее состав входят вещества аморфного характера, здесь имеет место не настоящее плавление, а размягчение, отличающееся от плавления более растянутым температурным интервалом. Так как волокна после измельчения получаются малоповрежденными, то можно сказать, что при измельчении размягчение ограничивается серединной пластинкой, имеющей в толщину тысячную долю миллиметра. При дефибрировании происходит скручивание волокон, приводящее к фибриллированию. Испытание в дефибраторе очень твердых древесных пород показало, что для размола при повышенной температуре твердость древесины не имеет существенного значения. Прекрасно дефибрируются также различные соломы, тростник, бамбук, эспарто и другие быстрорастущие волокнистые растения. Как показывает рис. 2, дефибраторные волокна еловой древесины имеют сходство с сульфатной целлюлозой, хотя содержание в них лигнина осталось неизменным по сравнению с исходной древесиной. Характерным является отсутствие разорванных клеточных стенок и фрагментов волокон, обычно имеющих место в древесной массе, получаемой на дефибрерах. Интересно также, что легко повреждаемые при производстве обычной древесной массы сосуды лиственных при изготовлении дефибраторной массы сохраняются (рис. 3). Как известно, фибриллирование размолотых волокон, используемых для производства бумаги, обеспечивает хорошее свойлачивание волокна и прочность бумажного листа. Для производства же древесно-волокнистых плит не требуется значительного фибриллирования, так как целые волокна, не подвергшиеся расщеплению, легче обезвоживаются при отливе и прессовании и легче высушиваются, что обеспечивает большую производительность отливного и сушильного оборудования. Кроме того, малофибриллированные волокна дают меньшие линейные и объемные деформации плит в условиях переменной влажности воздуха.
Рис. 1. Диаграмма зависимости расхода энергии при дефибрировании от температуры:
1 — хвойная древесина; 2 — лиственная древесина
Рис. 2. Фибриллирование дефибраторных волокон
При сушке твердых и полутвердых плит на гидравлических прессах при t = 180—190° под давлением до 35—45 кг/см2 вследствие термопластических свойств древесины волокна сближаются на расстояния, достаточные для развития сил сцепления, поэтому свойлачиваемость волокон в данном производстве играет небольшую роль. Это, разумеется, не означает, что масса может быть очень грубой или содержащей узлы. Сушка изготовляемых пористых плит происходит в роликовых сушилках без давления. Необходимая прочность плиты здесь не может быть достигнута за счет термопластических свойств древесины, так как не происходит сближения волокон, достаточного для развития сил сцепления. Поэтому в данном случае необходима определенная степень фибриллирования, хотя и не столь высокая, как для бумаги и картона. Фибриллирование достигается обычно последующим размолом на машинах второй ступени. Пористые плиты, полученные из такой частично фибриллированной массы, обладают достаточно высоким сопротивлением излому. Дефибратор работает как аппарат непрерывного действия и осуществляет одновременно два процесса: подогрев щепы до t = = 175° и ее размол; иногда при этом производится и парафини-рование древесной массы. В процессе совершенствования машины выпущено несколько типов дефибраторов, отличающихся производительностью и способом загрузки щепы в аванкамеру подогревателя. Первый тип дефибратора производительностью (по воздушно-сухой массе) 300 кг/час был сконструирован в 1936 г. Из бункера для хранения щепа непрерывно подается распределительным (обычно скребковым) транспортером к загрузочным воронкам дефибраторов, которые расположены этажом ниже бункеров.
Рис. 3. Еловая дефибраторная масса (X 80)
Рис. 4. Лиственная дефибраторная масса
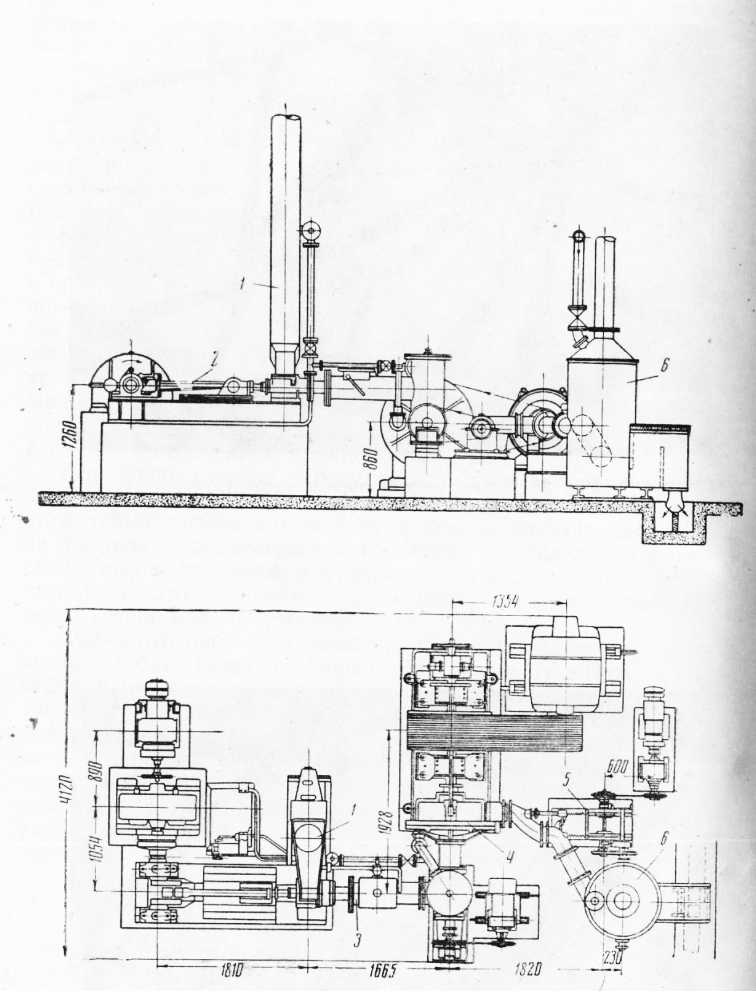
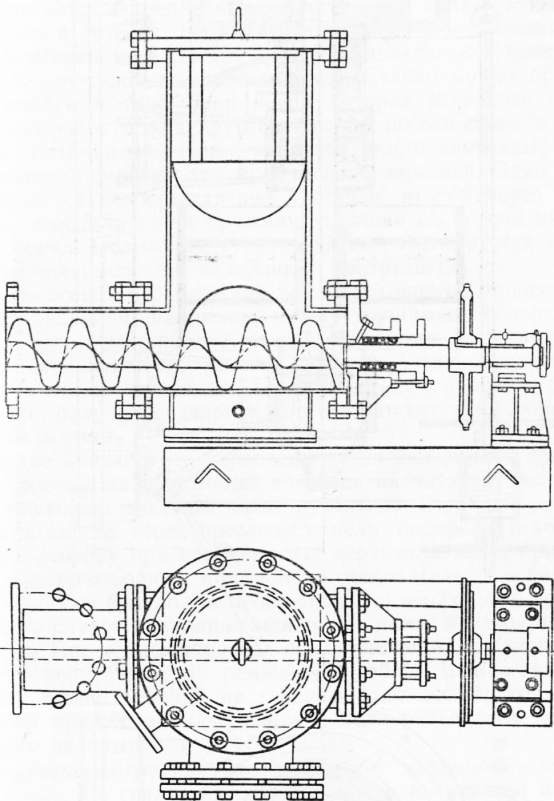
1 — вертикальная труба; 2 — поршневой питатель; 3 — аванкамера; 4 — диски дефи- ; оратора.; 5 — разгрузочные клапаны; 6 — циклон
Рис. 5. Общий вид дефибратора:
Из воронки щепа пересыпается по вертикальной железной трубе на вибрационный лоток и далее сваливается в открытую сверху часть загрузочной трубы поршневого питателя, плунжер которого имеет прямолинейно-возвратное движение внутри трубы. При рабочем ходе плунжер проталкивает щепу из открытой части трубы в аванкамеру — горизонтальную трубу с рифленой внутренней поверхностью, образуя «пыж» — пробку, герметически закупоривающую трубу во избежание выхода из нее пара и обратного выброса щепы в момент холостого (обратного) хода плунжера поршневого питателя. При следующем рабочем ходе плунжера ранее образовавшийся «пыж» проталкивается следующей порцией загруженной щепы в вертикальный цилиндр-подогреватель, куда подается пар давлением 10 ат для пропаривания щепы. Поступающая из аванкамеры щепа падает на дно подогревателя в корыто шнека, подающего ее под углом 90° к оси аванкамеры к размалывающим дискам дефибратора (рафинера). В аванкамеру подогревателя подается из бака, стоящего рядом с поршневым питателем, расплавленный парафин, который в дальнейшем смешивается со щепой, а затем, после ее размола, — и с волокнами. Щепа поступает на распределительный конус ротора дефибратора, а с него центробежной силой отбрасывается к периферии и проходит через насечку размалывающих поверхностей рафинера дефибратора, где превращается в волокнистую массу. Последняя выбрасывается центробежной силой вращения ротора дефибратора, а также давлением обогревающего подогреватель пара в систему из двух разгрузочных клапанов, откуда попадает в циклон. В циклоне масса смешивается с оборотной водой, разбавляется ею приблизительно до 3%-ной концентрации и самотеком переливается в бассейн, расположенный под дефибраторами. Вибрационный питатель представляет собой систему электромагнитов и пружин, прикрепленных к вертикальной железной трубе, которая соединяет загрузочную воронку дефибратора с вибрационным лотком. Последний, а также вертикальная труба вибрируют под действием электромагнитов, производя около 100 колебаний в секунду, что обеспечивает равномерное и бесперебойное прохождение щепы из загрузочных воронок дефибраторов через соединительную трубу и лоток к питающей трубе поршневого питателя. Питатель работает от коллекторного мотора мощностью 15 л. с. через редуктор. Число оборотов от 11 до 34 в минуту. Производительность питателя до 300 кг щепы в час. Аванкамера подогревателя представляет собой стальную трубу, разделенную на две части: а) патрубок с двумя фланцами, соединяющий цилиндр питателя с собственно аванкамерой, и б) трубу, укрепленную внутри камеры. Труба имеет заершенную или глубоко рифленую поверхность, наличие которой необходимо по следующим соображениям. После подачи в трубу поршнем питателя очередной порции щепы (подача щепы ведется при удельном давлении 25 кг/см2) при обратном ходе поршня щепа задерживается на «ершах» , уплотняется по всему сечению и образует «пробку», чему способствует давление пара, действующее со стороны, противоположной движению плунжера. Для разрыхления пробки, выходящей из трубы, у конца последней устроена “специальная заслонка на валике, пропущенном по обе стороны аванкамеры через сальниковые уплотнения и снабженном на одном конце рычагом с грузом. Аванкамера дефибратора изображена на рис. 34. Для осмотра внутренней ее части вверху устроен прямоугольный люк с упором для заслонки.
Рис. 6. Поршневой питатель дефибратора
Рис. 7. Аванкамера дефибратора
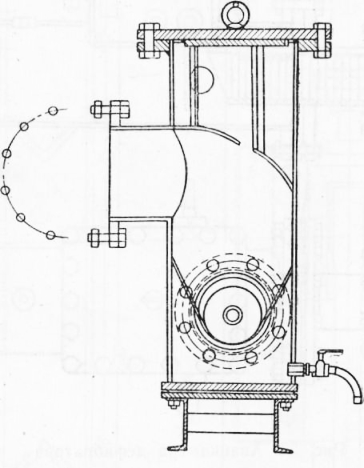
Люк крепится к корпусу камеры болтами и имеет кольцо для подъема. Из аванкамеры разрыхленная щепа проталкивается следующей порцией в подогреватель (рис. 35), где и подвергается пропарке. В верхней части подогревателя имеется крышка со щитком, который распределяет щепу равномерно по всему сечению подогревателя. Пар поступает сверху через особый штуцер. Корыто шнека образовано горизонтальной трубой D = 200 мм, в которой вращается шнек. Труба предохраняется от износа сменными железными прокладками полукольцевого сечения. Шнек не имеет внутри подшипников и опирается на дно трубы. Конец вала шнека выводится наружу через сальниковое уплотнение и опирается на выносной глухой подшипник. Привод шнека производится цепью Галля с числом оборотов 25 в минуту. В месте выхода щепы из аванкамеры в корыто шнека установлены направляющие щитки, препятствующие попаданию частиц материала на дно подогревателя. Эти щитки снабжены внизу, у самого корыта, сквозной узкой щелью для пропуска сконденсировавшегося пара. Подогреватель соединен с кожухом размалывающих дисков дефибратора промежуточным патрубком на двух парах фланцев. Бак для расплавления парафина помещается рядом с поршневым питателем и представляет собой прямоугольный сосуд из 3-мм железа сечением 500X750X900 мм. Для расплавления парафина бак снабжен паровым змеевиком. Нагнетательная труба насоса вплоть до аванкамеры омывается паровой рубашкой. Для защиты парафина от засорения бак снабжен сверху крышкой, состоящей из двух половин. Насос для подачи расплавленного парафина из бака в аванкамеру смонтирован на крышке парафинового бака. Число рабочих ходов насоса совпадает с переменным числом оборотов питателя и колеблется от 34 до 11,3 в минуту. Парафиновый насос устроен по типу плунжерных. Количественное регулирование подачи парафина, зависящее от требований технологического процесса пропитки щепы, достигается путем изменения величины хода плунжера, а следовательно, и объема подаваемой в аванкамеру порции парафина. Регулировка осуществляется перестановкой плунжера в новое положение и закреплением его в гнезде кривошипа.
Рис. 8. Подогреватель дефибратора
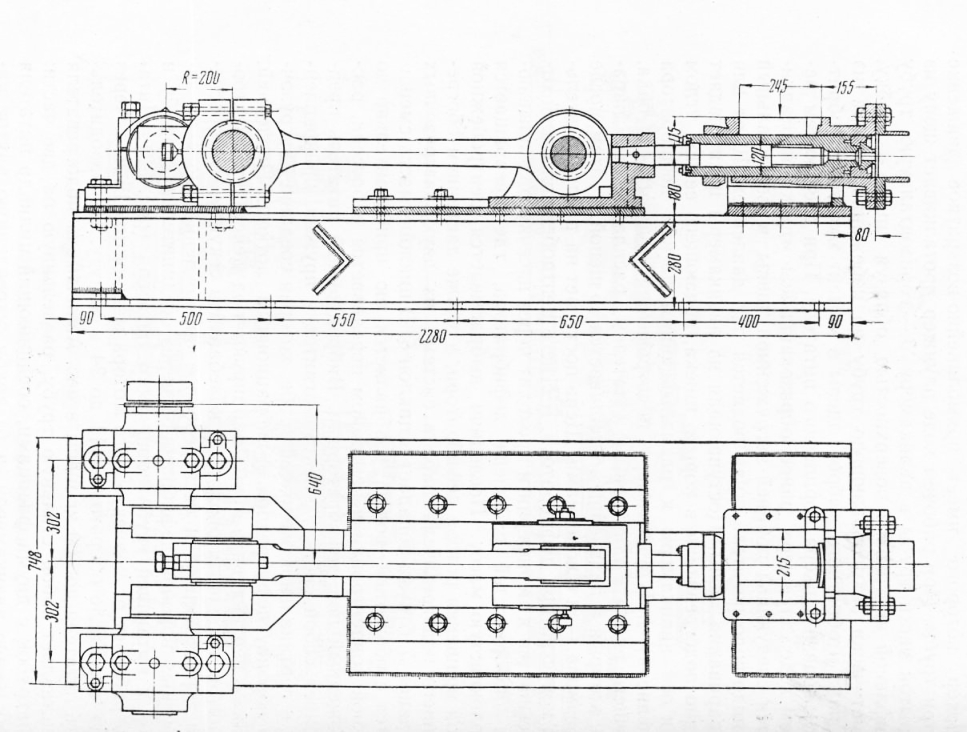
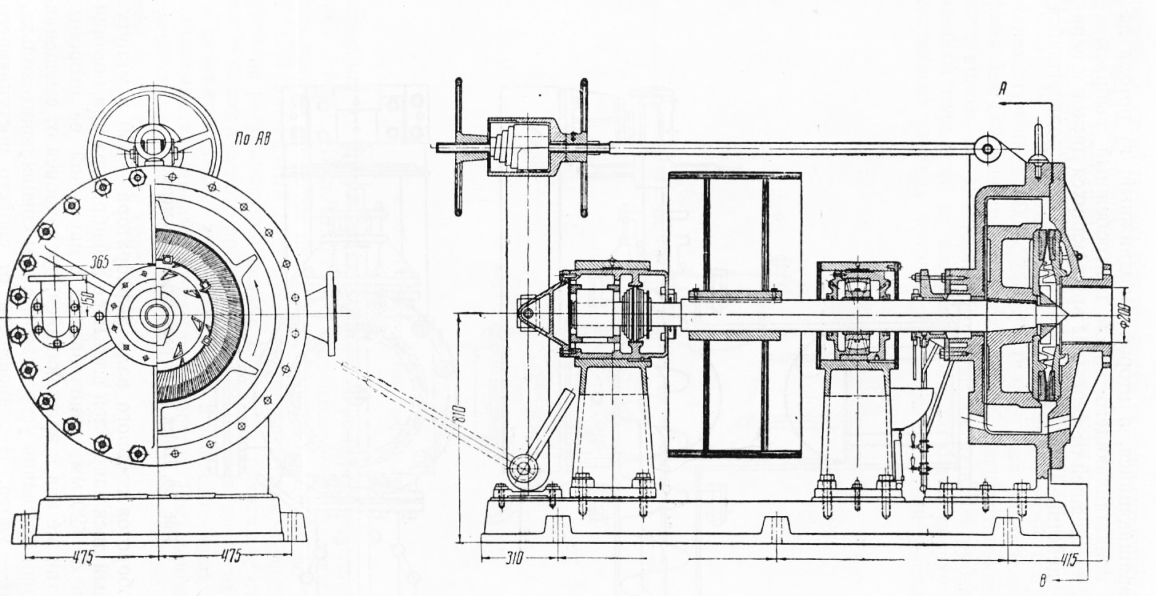
Размалывающая часть дефибратора устроена следующим образом. Камера дефибратора, изображенная на рис. 10, состоит из следующих частей:
Рис. 9. Шнек подогревательной камеры
Число оборотов главного вала дефибратора — 350 в минуту. Неподвижный диск закреплен в крышке дефибратора при помощи трех болтов d — 20 мм, ввинчиваемых с наружной ее стороны. Этот диск, так же как и вращающийся, предохранен от смещения в направлении вращения устройством в нем специального кольца, а в крышке — упора. В зависимости от свойств поступающего сырья и требований к конечному продукту степень измельчения на дефибраторе может быть различна и подбирается опытным путем. В основном она зависит от удельного давления при размоле, которое регулируется путем изменения расстояния между дисками следующим образом. Вращающийся диск, закрепленный на одном конце главного вала, может продольно перемещаться. Это достигается закреплением другого конца вала в особых перемещающихся стойках. Верхние концы обеих стоек связаны шар-нирно со стаканом нажимной пружины, являющейся вместе с тем буферной пружиной во время работы. Стакан может продольно перемещаться по тяге, один конец которой закреплен в ушках корпуса дефибратора, а другой проходит по оси Стакана. Справа и слева от стакана расположены маховички, навинченные на тягу, конец которой снабжен трапецеидальной нарезкой. Один маховичок упирается непосредственно в стакан, второй через крышку стакана воздействует на пружину, сообщая ей ту или иную степень затяжки. Положение стакана на тяге фиксируется маховичком, закрепляемым для надежности контргайкой.
Рис. 10. Размалывающее устройство дефибратора
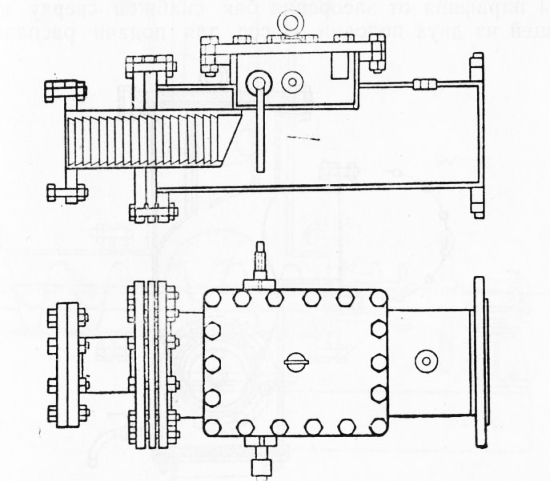
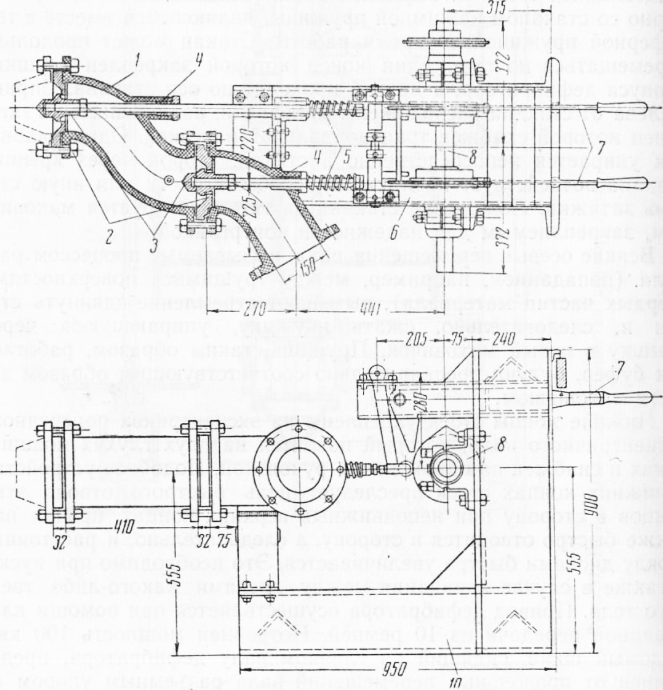
Всякие осевые перемещения вала, вызываемые процессом размола (попаданием, например, между трущимися поверхностями твердых частиц материала), вызывают стремление сдвинуть стакан и, следовательно, сжать пружину, упирающуюся через крышку в левый маховичок. Пружина, таким образом, работает как буфер, будучи предварительно соответствующим образом зажата маховичком. Нижние концы стоек укреплены на эксцентриках поперечного эксцентричного вала, который покоится на двух глухих подшипниках и снабжен на одном конце рукояткой. Подобное устройство в нижних концах стоек преследует цель быстрого отвода этих концов в сторону при неподвижных верхних концах, причем вал также быстро отводится в сторону, а следовательно, и расстояние между дисками быстро увеличивается. Это необходимо при пуске, а также в случае попадания между дисками какого-либо твердого тела. Привод дефибратора осуществляется при помощи клиновидной передачи из 10 ремней. Потребная мощность 100 квт. Ведомый шкив, сидящий на главном валу дефибратора, предохранен от продольных перемещений вала разъемным упором со сменными вкладышами. Механизм выпускных (разгрузочных) клапанов, изображенных на рис. 11, связан непосредственно с выпускным штуцером корпуса размалывающей части дефибратора; его задача — обеспечить выгрузку размолотой массы. Механизм этот устроен следующим образом. За размалывающей частью имеется промежуточная камера в виде двоякоизогнутой трубы, снабженной Двумя поочередно действующими клапанами. Моменту наибольшего открытия одного клапана соответствует вполне закрытое положение второго, и лишь при повороте кулачкового вала на 10—12° начинается постепенное открытие второго клапана. Форма кривых, образующих наружную поверхность кулачка, такова, что закрытие одного клапана осуществляется значительно быстрее, чем открытие другого. Следовательно, при относительно медленном открытии второго клапана происходит быстрое закрытие первого, совершающееся в одно и то же время, а это значит, что в течение некоторого времени оба клапана открыты одновременно и через них происходит утечка пара. Этот пар, проходящий через одновременно открытые клапаны, служит, наряду с ротором дефибратора, действующим своей центробежной силой, для удаления из камеры размолотой щепы. С целью уменьшения происходящей при этом потери пара угол опережения первого клапана относительно второго делается переменным и поддающимся легкой регулировке. Механизм выпускных клапанов состоит из: а) клапанов с седлами в выпускных трубах; б) кулачкового вала с подшипниками; в) подвески клапанных роликов и системы ручного открытия клапанов;. г) рамы механизма.
Рис. 11. Разгрузочные клапаны:
1 — промежуточная камера; 2 — седла; 3 и 7 клапаны; 4 — втулка; 5 — пружина; 6 — рама механизма; 8 — кулачковый вал
Характер проходящего через клапаны материала — древесного волокна вызвал необходимость придания им особой формы и свойств: вместо обычно принятых в клапанах запирающих конических поверхностей здесь клапан устроен в виде круглого (кольцевого) ножа, опирающегося на плоское кольцо тарелки клапана (его седло). При запирании клапана застрявшие между собственно клапаном и его седлом частицы материала подрезаются кольцевым ножом, и клапан плотно прижимается к своему седлу хорошо затянутой предварительно пружиной, расположенной на другом конце клапанного шпинделя. Хотя устройство обоих клапанов одинаковое, длина клапанных шпинделей вследствие формы выпускных труб различна. Более длинный шпиндель первого клапана во избежание потерь пара при пересечении им выпускной трубы, проходит через сальниковое уплотнение. Шпиндель второго клапана при пересечении им выпускной трубы направляется в своем движении длинной втулкой, расположенной в гнезде трубы. Выпускная труба, будучи прикреплена одним своим фланцем к фланцу дефибраторной камеры, другим фланцем прикреплена к патрубку, ведущему к циклону-смесителю. Число оборотов кулачкового вала от 134 до 33 в минуту. Привод мешалки смесителя-циклона осуществляется также с помощью кулачкового вала; выпускные клапаны и смеситель работают синхронно. На кулачковом валу между обоими подшипниками заклинены ступицы кулачков, на которых кулачки закрепляются в надлежащем положении один относительно другого под углом 903 в направлении, противоположном стороне вращения. Для сквозной продувки выпускной трубы паром при образовании в ней пробки в механизме выпускных клапанов предусмотрена возможность одновременного открытия обоих клапанов на любой необходимый срок и вне зависимости от вращения кулачкового вала. Достигается это нажатием ручных рычагов, действующих на головки клапанных шпинделей через ребра роликовых рычагов. Ручные рычаги имеют возвратные пружины и упоры. Пройдя выпускные клапаны, размолотая масса выталкивается в последний агрегат дефибраторной установки — циклон-смеситель. В последнем масса смешивается с водой при помощи трехлопастной мешалки. Вступление массы в смеситель происходит по касательной к окружности R = 365 мм; в смесителе масса поступает на внутреннюю поверхность, защищенную специальным сменным листом. Смеситель устроен следующим образом: цилиндрический стальной корпус снабжен конической крышкой со штуцером, куда прикрепляется пароотводная труба. В крышке также расположен штуцер для впуска воды в смеситель. Для равномерного распределения воды по окружности смесителя вверху устроен разбрызгиватель, являющийся продолжением водяного штуцера и снабженный снизу регулируемой по высоте тарелкой. Вал мешалки расположен в 360 мм от днища смесителя и вращается в двух приваренных к стенкам корпуса подшипниках. Один конец вала, на котором насажена цепная звездочка, проходит через сальниковое уплотнение, другой конец закрывается заглушкой на прокладке. После разжижения водой (до 3—4%) размолотая масса поступает из корпуса смесителя через имеющийся внизу его вырез в распределитель, откуда при помощи заслонок и рукавов направляется в тот или иной канал, а затем сливается в бассейн. Расход электроэнергии на размол щепы до 9—10° по ШР на де-фибраторе описанной конструкции составляет около 300 квтч на 1 т воздушно-сухой древесины с учетом потерь. Расход пара на пропарку составляет соответственно 400 кг на 1т древесины. Дефибратор описанного устройства имеет целый ряд недостатков и в первую очередь малую производительность, что вынуждает при крупном производстве (50—100 т в сутки) ставить большое количество (8—16) машин и иметь значительное количество рабочей силы для их обслуживания. Повышение производительности дефибратора оказалось возможным за счет увеличения числа оборотов главного вала размалывающих дисков, что вызвало необходимость усиления всей конструкции размалывающей части дефибра-тора. Увеличение производительности размалывающей части, в свою очередь, вызвало необходимость увеличить производительность питателя. Это было осуществлено за счет замены периодически действующего поршневого питателя непрерывно действую-ющим шнеком. Аванкамера подогревателя изменила свои функции и превратилась в горизонтальный подогреватель, что несколько удлиняет период пропарки щепы и дает дополнительное снижение расхода электроэнергии на дефибрирование. Реклама:Читать далее:Теория размолаа щепы на волокнаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|