|
|
Категория:
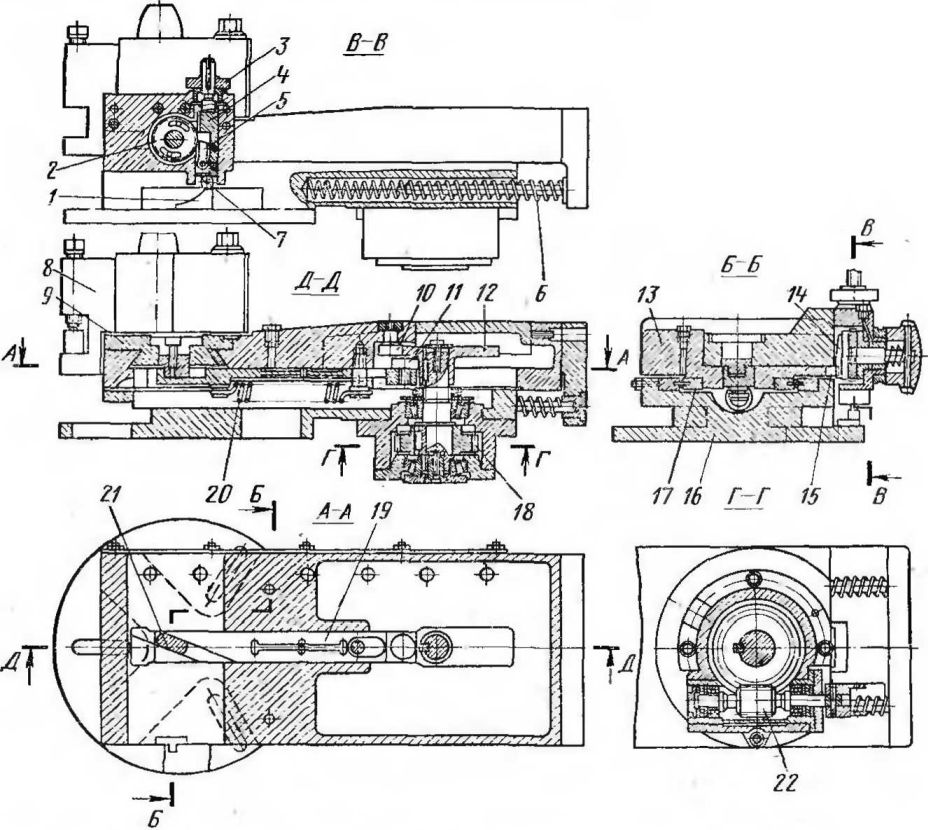
Токарные станки Создано значительное количество устройств, автоматизирующих цикл нарезания резьбы, включающий отвод резца в конце нарезки, возвращение суппорта в исходное положение и подачу на глубину резания. Применение этих устройств целесообразно в специальных станках и для автоматизации токарновинторезных станков в крупносерийном производстве. Серийные станки комплектуются резцедержавками с ускоренным отводом резца и некоторыми видами устройств для нарезания коротких резьб без реверсирования вращения шпинделя. Резце-державки с ускоренным отводом представляют собой обычные резцовые салазки суппорта, оснащенные дополнительными направляющими и эксцентриковым устройством для отвода резца. Устройство для нарезания резьб с повышенными скоростями резания без реверсирования вращения шпинделя изображено на рис. 1. Это автоматический резьбонарезной суппорт, поставляемый для токарных станков итальянской фирмой «Duplomatic». Его установка осуществляется вместо резцовых салазок и средней поворотной части обычного суппорта. Связь с приводом подач станка осуществляется через ходовой винт, гитару сменных зубчатых колес, установленную на специальном кронштейне, телескопический вал с шарнирами Гука. Далее движение через червяк и червячное колесо передается на кулачок, который осуществляет продольные перемещения каретки с помощью ролика. Каретка перемещается по направляющим качения, установленным с предварительным натягом в основании суппорта. Возврат каретки в исходное положение осуществляется пружиной. Кривая кулачка выполнена по архимедовой спирали и имеет определенный подъем. Это отношение должно равняться целому числу, т. е. кулачок должен иметь подъем, кратный шагу нарезаемой резьбы. В связи с тем что передаточное число червячной передачи постоянно и равно 8, необходимо выдержать второе соотношение: оборот кулачка —> оборотам ходового винта — оборотам шпинделя.
Рис. 1. Автоматический резьбонарезной суппорт фирмы «Duplomatic» Настройка суппорта на заданную глубину резьбы осуществляется вручную смещением ползушки с резцедержателем при помощи торцового кулачка и упора, скрепленного с ползушкой. Отвод резца осуществляется в конце нарезки резьбы, когда нижний поясок кулачка через ролик смещает вперед ползун. При этом скос ползуна, действуя на сухарь, отводит ползушки с резцедержателем и резцом от детали. Подвод резца к детали осуществляется пружиной после освобождения ролика ползуна от действия кулачка в результате скоса ползуна. Ползушка перемещается на глубину резания после каждого прохода автоматически при возврате каретки назад. При этом ролик по копиру поднимает вверх стержень с собачкой, осуществляя поворот храпового колеса на определенный угол и смещая с помощью кулачка ползушку с резцедержателем вперед на определенную величину. Это смещение на глубину резания регулируется перемещением стержня и собачки гайкой относительно копира. Зубцы на храповом колесе нарезаны не по всей окружности. При выходе собачки на гладкий участок подача на глубину резания прекращается. Для установки резцов суппорт оснащен быстросменным резцедержателем. С помощью описанного суппорта возможно нарезание левых резьб, для этого необходимо изменить направление вращения шпинделя, оставив неизменным направление вращения телескопического валика, а также перевернуть резец. Для нарезания конических резьб необходимо суппорт повернуть на заданный угол. Реклама:Читать далее:Компоновка токарных станков с программным управлениемСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|