|
|
Категория:
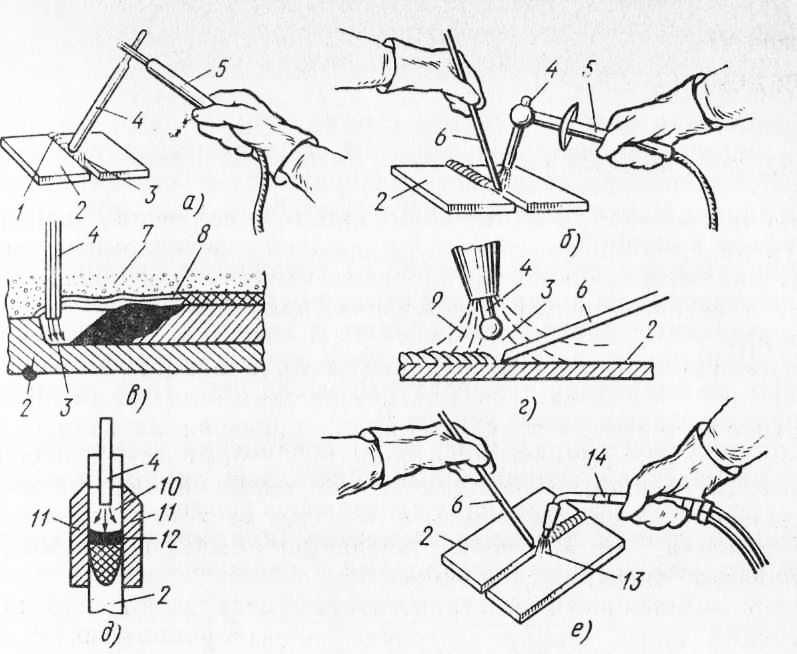
Сборка металлоконструкций Общие сведения. Сварка — это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместным действием того и другого. Классификация процессов сварки устанавливается по основным физическим, техническим и технологическим признакам. В зависимости от энергии, используемой для образования сварного соединения, различают три класса сварки: термический, осуществляемый плавлением с использованием тепловой энергии; термомеханический, осуществляемый с использованием тепловой энергии и давления; механический, осуществляемый с использованием механической энергии и давления. В промышленности и строительстве используют в основном следующие виды сварки: дуговую, электрошлаковую, газовую (термический класс); контактную, газопрессовую (термомеханический класс); сварку трением, холодную, ультразвуковую (механический класс). Дуговая сварка. Сварка плавлением, осуществляемая без подачи защитного газа или сварочного флюса, при которой зона дуги доступна наблюдению, называется сваркой открытой дугой. Для местного нагрева металла до температуры плавления используют тепловую энергию электрической дуги, горящей между свариваемым металлом и концом электрода, закрепленным в электрододержателе 5. В результате плавления свариваемого металла и электрода образуется сварной шов. Для сварки открытой дугой применяют плавящиеся штучные металлические электроды со специальным покрытием. Используют также неплавящиеся электроды (уголь, графит). При этом дуга расплавляет свариваемый металл, образуя жидкую ванну, а необходимое сечение шва обеспечивается дополнительным плавлением дугой металлического присадочного прутка. Сварка под флюсом — дуговая сварка, при которой дуга горит под слоем сварочного флюса. Электрическая дуга, горящая под слоем флюса, расплавляет свариваемый металл, электродную проволоку и флюс, в результате плавления которого образуется жидкотягучая шлаковая пленка, защищающая расплавленную ванну от доступа атмосферного воздуха. При дуговой сварке в защитном газе в зону дуги подается защитный газ. Инертный (аргон, гелий) или активный (углекислый) газ защищает зону плавления от контакта с атмосферным воздухом. Электрод применяется плавящийся (проволока) или неплавящийся (вольфрамовый стержень).
Рис. 1. Виды дуговой сварки термического класса:
а — металлическим электродом, б —угольным электродом, в—под флюсом, г — в защитном газе, д — электрошлаковая, е — газовая; 1 —- шов, 2 — свариваемый металл, 3 — электрическая дуга, 4 — электрод, 5 — электрододержа-тель, 6 — пруток, 7 — флюс, в —шлаковая пленка, 9 — газ, 10 — расплавленный шлак, 11 — ползуны, 12 — металлическая ванна, 13 — пламя, 14 — газовая горелка
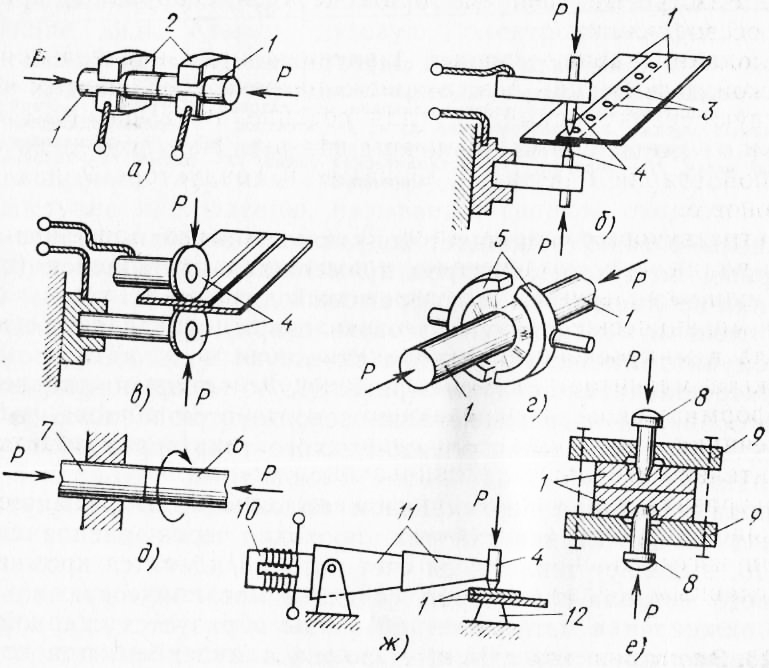
По степени механизации дуговую сварку разделяют на ручную, полуавтоматическую и автоматическую. Электрошлаковая сварка — сварка плавлением, при которой для нагрева металла используется теплота, выделяющаяся при прохождении электрического тока через расплавленный шлак. Сварка ведется в вертикальном положении в формирующих ползунах. Электрический ток, проходя через расплавленный шлак, выделяет теплоту, за счет которой плавятся кромки свариваемого металла и электрод, создавая металлическую ванну. После охлаждения металлической ванны образуется сварной шов. Газовая сварка — сварка плавлением, при которой нагрев кромок соединяемых частей производится пламенем газов, сжигаемых на выходе горелки для газовой сварки. Высокотемпературное пламя получают сжиганием горючих газов и паров (ацетилен, пропан, пары керосина и др.) в атмосфере технического кислорода. Пламя горелки расплавляет кромки соединяемых частей и присадочный пруток 6 для получения сварного шва. При отбортовке кромок сварку выполняют без присадочного прутка. Контактная сварка — сварка с применением давления, при которой нагрев производится теплотой, выделяемой >при прохождении электрического тока через находящиеся в контакте соединяемые части. Контактная сварка может быть стыковой, точечной, рельефной и шовной. При стыковой сварке соединение свариваемых частей происходит по поверхности стыкуемых торцов. Соединяемые части закрепляют в зажимах сварочной машины. Действием электрического тока зону стыкуемых торцов нагревают до сварочной температуры, после чего (или одновременно) прикладывают осевое усилие Р. При точечной сварке соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих сжимающее усилие. Обычно кромки листовых элементов укладывают внахлестку и зажимают коническими электродами сварочной машины. Через электроды и свариваемый металл пропускают электрический ток и после надлежащего нагрева элементов в зоне контакта прикладывают необходимое усилие Р.
Рис. 2. Виды контактной сварки термомеханического и механического классов:
а — стыковая, б — точечная, в — шовная, г — газопрессовая, д — трением, е — холодная, ж — ультразвуковая; 1 — свариваемые части, 2 — зажимы, 3 — сварные точки, 4 —электроды, 5 — горелки, 6, 7 — свариваемые детали, 8 — пуансоны, 9 — кондукторы, 10 — преобразователь, 11 — трансформирующая и передающая система, 12 — опора
Шовная сварка — соединение элементов внахлестку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва. Процесс аналогичен точечной сварке, но для получения непрерывного шва сварные точки должны перекрывать одна другую. Газопрессовая сварка — сварка давлением, при которой нагрев производится пламенем газов, сжигаемых на выходе сварочной горелки. При этом способе сварки пользуются полукольцевыми многопламенными горелками, которыми нагревают торцы свариваемых частей, закрепленных в зажимах сварочной машины, и после достижения требуемой температуры сдавливают усилием Р. Сварка трением — сварка давлением, при которой нагрев осуществляется трением, вызываемым вращением одной из свариваемых частей. Свариваемые детали закрепляют в патроне токарного станка для сообщения вращения одной из деталей. Разогретые трением торцы деталей сваривают, прилагая к ним осевое усилие Р. Холодная сварка — сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей. Холодную сварку применяют для соединения высокопластичных металлов (медь, алюминий и др.). На рис. 2, е приведена схема холодной сварки пластин, зажатых в кондукторе давлением пуансонов. Ультразвуковая сварка — сварка давлением, осуществляемая при воздействии ультразвуковых колебаний. Для этой цели используют преобразователи ультразвуковых колебаний в механические, которые в зоне соединения создают нагрев металла в микроскопических объемах, Преобразователь состоит из пакета магнитострикционного преобразователя, системы, трансформирующей и передающей упругие колебания рабочего наконечника (электрода) и опоры. Сварка производится при сравнительно небольшом сдавливающем усилии Р. Ультразвуковую сварку применяют для сваривания металла небольшой толщины и пластмасс. При изготовлении строительных стальных конструкций применяют главным образом дуговую сварку. Реклама:Читать далее:Электрическая дуга и ее свойстваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|